- Как правильно согнуть арматуру в домашних условиях для фундамента и других конструкций из железобетона
- Где востребована гнутая арматура
- Общие правила гибки прутка
- Классификация оборудования для гибки стержней арматуры
- Единый принцип гибки на любом оборудовании
- Преимущества ручных устройств для гнутья арматуры
- Способы гнутья арматуры в домашних условиях
- Допускаемые ошибки
- Как согнуть арматуру в домашних условиях?
- Когда нужна гибка арматуры?
- Общие правила
- Специальные приспособления
- Ручные
- Станки с механическим приводом
- Самодельные устройства
- Как согнуть вручную?
- Типичные ошибки
Как правильно согнуть арматуру в домашних условиях для фундамента и других конструкций из железобетона
При производстве металлоконструкций и проведении строительных работ используется арматура различных диаметров. Кроме прямолинейных прутьев всегда востребованы изделия других конфигураций, которые можно получить, только в процессе гибки. От того, чем и как гнуть арматуру своими руками в домашних условиях либо заводских, зависит надежность армирующего каркаса и прочность будущей бетонной конструкции.

Где востребована гнутая арматура
Монолитные конструкции из бетона склонны к разрушениям от изгиба, растяжения, сейсмической активности, атмосферного воздействия и других неблагоприятных факторов. Для усиления их прочности применяют объемные армирующие каркасы из арматуры, которые помещаются в тело бетона. Получаемый из стальных прутьев и бетона строительный материал известен как железобетон.

С помощью гнутой арматуры проводят значительное усиление на углах и торцах отдельных изделий или сооружения в целом. Она также используется для упрочнения мест сопряжения балки со стеной, сваи либо колонны с фундаментом, и при других сочетаниях ответственных конструктивных элементов постройки. Важна и декоративная роль фигурных элементов из согнутых металлических прутьев при изготовлении решеток, секций заборов и ограждений, ворот и дверей.
Начинающим строителям и застройщикам необходимо помнить о недопустимости угловых примыканий участков фундаментного каркаса в виде перекрестия прямых прутьев арматуры. Такая конструкция получается ослабленной, она может стать причиной появления трещин на бетоне в будущем. Прочная угловая связка получается только с применением гнутой арматуры.
Запомните! При монтаже гнутых элементов на углах, в процессе армирования ленточного фундамента придерживаются правила: минимальный нахлест арматуры, прямолинейной и согнутой, по обе стороны углового стыка – не менее 0,8 м.
Общие правила гибки прутка
Для выполнения определенных задач применяются гнутые изделия разнообразной формы: Г и П-образные элементы для армирования плит перекрытий и стен, хомуты для армирования колонн и балок, петли, “эски” и прочие конфигурации. Но правила получения всех этих элементов общие. Перечислим и охарактеризуем их:
- Для сильно нагруженных конструкций выполняется исключительно холодная деформационная гибка стальной арматуры. При этом методе металл сохраняет первоначальную прочность и свойства.
- При изготовлении неответственных конструкций и декоративных элементов допускается горячая гибка – с предварительным прогревом прутков в месте сгиба примерно до 800 °С. Готовая деталь должна остывать на воздухе естественным способом, потому что при отпуске в воде металл меняет структуру (становится закаленным) и приобретает нежелательную хрупкость.
- Не допускается подпиливание или подрезка в месте будущего сгиба для облегчения работы и получения острых углов. Долговечность и надежность изделий из арматуры с нарушенной целостностью снижается в разы.
- Процесс сгибания желательно выполнять одним плавным движением с применением постоянного усилия.
- Радиус загиба арматуры имеет значение для сохранения прочности готовой детали, отсутствия трещин и переломов материала. Нормативной отраслевой документацией определяется минимально допустимый радиус загиба арматурных стержней. На его величину влияет класс арматуры, диаметр рабочих заготовок, вид профиля (гладкий, периодический). Оптимальным радиусом считаются значения в пределах 2-4-кратного увеличения диаметра сгибаемого стержня. Исполнение меньшего радиуса требует приложения больших усилий, при значительном превышении оптимального радиуса согнутое изделие лишается необходимой упругости.

Классификация оборудования для гибки стержней арматуры
Применяемые станки делятся на ручные и автоматизированные. Первая группа не отличается сложностью, расширенным функционалом, высокой стоимостью. Это оборудование часто является мобильным. Его работу контролирует ответственный рабочий-оператор.
Автоматизированные устройства востребованы при серийном производстве однотипных изделий, которые также могут сгибаться пакетами из нескольких заготовок. На таком оборудовании работают с прутками любой толщины, которая определяется мощностью станка. Значительную мощность имеют аппараты с пневмо- и гидроприводом.
Следующее деление – на мобильные и стационарные модели. Тяжелые и габаритные станки применяются в цеховых условиях. Облегченные мобильные механизмы легко транспортируются к месту выполнения строительных работ. Они компактные, могут работать от передвижного (переносного) генератора. Однако, не могут работать со стержнями большого диаметра и обеспечивать высокую точность размеров готовых изделий.
Все перечисленные виды станков относятся к механическому оборудованию. Другая группа специальных приспособлений подразумевает работу с приложением физических усилий исполнителя – это ручные прутогибы. На видео ниже примеры заводских ручных приспособлений для гнутья арматуры.
Единый принцип гибки на любом оборудовании
Вне зависимости от характеристик и конструктивного исполнения, все приспособления для сгибания металлических стержней работают по общему принципу. Центральный и опорный ролики на станине служат для фиксации арматурного прутка. Третьим – гибочным роликом – воздействуют на прямолинейную заготовку с целью изгиба в нужную сторону и на определенный угол.

При выполнении рабочей операции опорный (неподвижный) ролик служит упором для заготовки и ограничивает участок ее изгиба без деформации остальной прямолинейной части. Специальные сменяемые насадки центрального ролика формируют нужный радиус загиба. Гибочный ролик или палец при работе перемещается снаружи формируемого изгиба, прижимая арматурный пруток к насадке центрального ролика. В механических станках фиксирующий – опорный – ролик расположен на раме. Остальные закреплены на поворотном круге, который насажен на вертикальный вал с подключенным приводом.
Преимущества ручных устройств для гнутья арматуры
Для разовых или постоянных строительных работ небольшого объема всегда будут востребованы приспособления для выполнения гибки своими руками. Эти несложные устройства значительно облегчат работу, сэкономят время мастеров-застройщиков и небольших бригад. Ассортимент промышленных образцов позволяет выбрать оптимальный инструмент для своих запросов, который станет надежным помощником при гибки арматуры.

Перечень достоинств ручных устройств для гибки стальных прутов:
- Мобильность, небольшой вес.
- Простота монтажа на любую рабочую поверхность или верстак.
- Возможность работы со стержнями диаметром до 16 мм круглого или квадратного профиля.
- Ценовая доступность.
- Легкая настройка, возможность самостоятельного изготовления или приобретения дополнительной оснастки.
- Не требуется подвод электропитания к рабочей площадке.
- Приспособление делается, при желании, своими руками. Это может быть прутогиб для какой-то простой операции или сложное многофункциональное устройство. Образцов с чертежами от практикующих мастеров в сети достаточно.
Приведенные плюсы перевешивают очевидные недостатки – малую производительность и необходимость приложения значительных физических усилий во время работы с прутогибами.
Способы гнутья арматуры в домашних условиях
На видео ниже приведен пример как можно согнуть арматуру для фундамента в домашних условиях без трубогиба. Единственный минус этого способа, это не соблюдение радиуса загиба, что может привести к повреждению структуры стали в месте загиба, тем самым уменьшив её прочностные характеристики. Данный способ лучше подойдет для загиба арматуры, которая выполняет конструктивную функцию в каркасе.
Ещё одни интересный способ как загнуть арматуру под прямым углом в домашних условиях без специальных приспособлений с помощью досок. Как и в варианте выше нет уверенности в правильном радиусе загиба, но способ имеет место быть, подойдет для тех кто не хочет “заморачиватся” с изготовлением ручного станка. Правда загнуть хомуты данным способом не получится.
Допускаемые ошибки
Задача любого исполнителя – получить качественное изделие, сберечь здоровье и не повредить применяемое оборудование. Чтобы этого добиться, нужно избегать типичных ошибок при гибке арматуры:
- Отсутствие у работника необходимых защитных средств.
- Несоответствие мощности станка и диаметра заготовки. Слабое оборудование выходит из строя при работе с мощной арматурой. А при сгибании тонких стержней на слишком мощном аппарате ухудшаются характеристики металла в месте сильного воздействия.
- Резкие рабочие движения и рывки становятся причиной микротрещин материала заготовки.
- Выполнение гибки подручными, но неподходящими инструментами.
- Ненадежная фиксация заготовки в самодельных приспособлениях – причина снижения точности изделий и повышения травматизма.
Гибка арматуры может выполняться на станках, с помощью промышленных или самодельных приспособлений. В любом случае главным остается соблюдение технологических норм и правил данной операции. Если не было нарушений, металл арматуры сохраняет свою структуру и заявленные производителем механические характеристики. Из таких элементов получаются надежные и долговечные объемные каркасы для армирования бетона.
Источник
Как согнуть арматуру в домашних условиях?

Прошли времена, когда домашний мастер гнул по ночам прутья и небольшие трубы о железный или бетонный фонарный столб, стальной забор или ограду соседа. Прутогибы выпускаются массово – подобно болторезам, болгаркам и перфораторам разной мощности, они доступны каждому желающему.



Когда нужна гибка арматуры?
Распространённая причина сгибания арматуры – создание стальных каркасов на её основе. Первейшее их применение – усиление бетонных плит и фундамента. Без стального каркаса бетон не выдерживает усиленных нагрузок и растрескивается, крошится не за десятилетия, а за годы.
Арматура – «костяк» для любого фундамента и железобетонных панелей. Одна из узкоспециальных областей – самодельное перекрытие из бетона и связанных (либо сваренных) прутьев арматуры для септика или небольшой самодельной лестницы. Второе применение согнутой арматуры – создание перекрытий и решетчатых конструкций посредством сварных швов: гнутые прутья арматуры и профильная сталь идут на изготовление дверей, перил, заборных секций, оконных решёток и многого другого.


Общие правила
Арматура гнётся холодным методом – без нагрева над газовой горелкой или в костре (либо мангале). Это относится в том числе и к стали – при нагреве она меняет свои свойства, в частности, теряет прочность, гнуть её в таком состоянии нельзя. Композитные материалы, стеклопластик попросту подгорят и рассыпятся, стоит вам нагреть прут хотя бы до нескольких сотен градусов.
Не подпиливайте место сгиба – арматура не должна иметь острых углов. Недопустимо её резко гнуть и под тупым углом при нагревании, как иногда сгибают трубы. Такие способы облегчения приведут к преждевременному (в разы) разрушению всей конструкции.
Радиус сгибания арматуры должен быть равен 10-15 диаметрам прута. Неважно, гнётся прут в кольцо или дугу, меньше брать диаметр не рекомендуется: усилий потребуется больше.
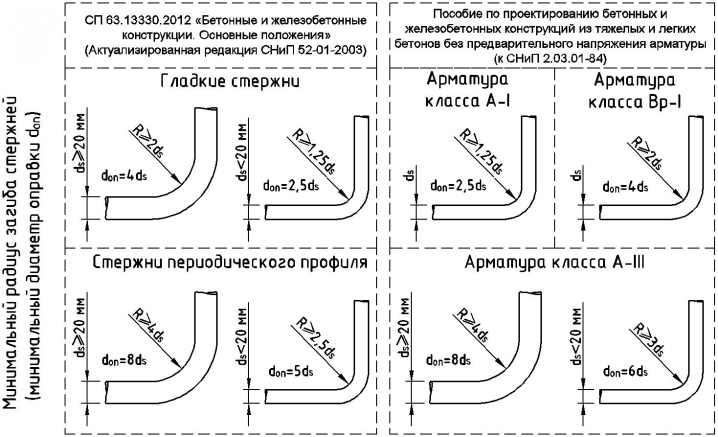
Так, радиус сгибания прута на 90 градусов диаметром 12 мм составляет 12-18 см, для 14-миллиметрового прута – 14-21 см, для толщины в 16 мм – 16-24 см. При создании 180-градусного (U-образные скобы, после обтачивания концов которых на них нарезается резьба под гайки) или 360-градусного изгиба действует такой же нормативный радиус.
Больший радиус, наоборот, хоть и сохранит целостность прута, не придаст ему достаточной упругости.
Исключение составляет лишь кольцо, концы прута на котором сварены, или арочная (скруглённая сверху) конструкция из множества прутов, используемая для создания стенных (дверных) сводов и потолочно-крышных куполов.

Сталь, несмотря на относительную неломкость по сравнению с теми же алюминиевыми сплавами, углеродистым и серосодержащим железом, может дать небольшой надлом, нагревшись при этом от внутреннего трения, что нарушает технологию на 100% холодного сгибания. Некоторые сорта стали повредить нетрудно. Оттого и принят норматив по радиусу сгибания. К стекловолокну подходят ещё осторожнее – подобно стеклотекстолитовым листам, стеклопластик даёт «размытый» надлом, точную середину которого определить невозможно. О нём свидетельствует смена блеска поверхности прута в месте сгибания на матовый отлив.

Специальные приспособления
Гибочный станок (прутогиб) может быть как ручным, так и механическим. И на том, и на другом можно не просто согнуть прут в кольцо, в «разворот» и «поворот», но также и изготовить буквы, цифры и иные символы из кусков такого прута, сделать изразцы (завитушки) для перил и ворот. Последняя область применения – для создания основы светящейся вывески.


Ручные
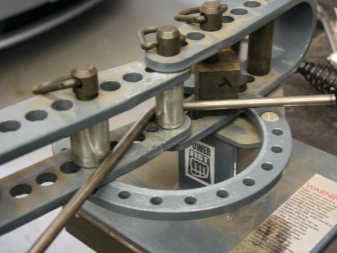
Простейшие станки-прутогибы появились следом за арматурой. Они используются как для сгибания гладких круглых и квадратных прутьев, так и для формовки ребристых. Никакой из прутов согнуть не легче – и гладкий, и ребристый прут имеет один и тот же диаметр. Один и тот же станок справится и с тем и с другим. Чем толще прут – тем больше и мощнее нужен прутогиб для него. Слишком большой станок «растянет» радиус гиба, малый – сломается сам.

Ручной станок приводится в действие одним человеком. Или несколькими – когда прут довольно толстый, а усилий одного рабочего не хватает, несмотря на длинные, удобные и прочные рычаги нажима. Простейшая модель включает в себя гибочный диск, на котором расположено несколько гораздо более толстых, чем самый большой прут, штырей длиной до 10 см. Диск в центре жёстко соединён с осью (ступицей), жёстко соединённой с ведущим валом. Невдалеке (на расстоянии одного-двух радиусов диска) расположены упоры, между которыми прут вставляется во избежание его отклонения в процессе сгибания. Дополнительно прут может быть зафиксирован – чтобы он не двигался вдоль без необходимости. Вся механика прутогиба посажена на раму устройства.


Может использоваться защитная ширма из листовой стали – она обезопасит рабочих от осколков сгибаемого прута и внезапного его соскакивания с прутогиба. Рабочий с другой стороны устройства приводит диск во вращение, поворачивая длинный рычаг.
Для резки прутьев используется мощный болторез с рычагами длиной в 1-1,5 м каждый. В особых случаях используется трубогиб – с его помощью гнутся и прутья, а не только трубы. И трубогиб, и прутогиб легко закрепить – в его рабочей (гнущей) части просверлены отверстия. С их помощью устройство фиксируется на любой несущей конструкции, в которой предварительно сверлятся дырки для болтов.

Станки с механическим приводом
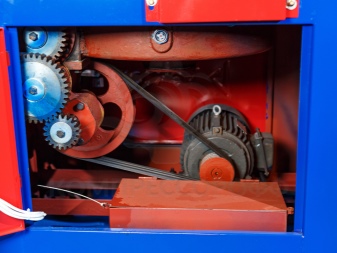
Механизированный прутогиб вместо усилий рабочих использует крутящий момент от редуктора, приводимого в движение мощным мотором. В домашних условиях изготовить такой станок довольно сложно: для прутов с диаметром до 16 мм потребовался бы механизм, способный поднять кабину лифта.
Сверхтолстые прутья (20-90 мм диаметром) возможно согнуть лишь на производстве. Чем мощнее станок, тем больше тонких прутьев (от 3 мм) он способен согнуть: пассатижами или тисками сделать такую работу в одиночку непросто. Профессиональные пруто- и трубогибы используют гидравлический привод – его сила не меньше усилий, создаваемых домкратом.

Самодельные устройства
Не каждый мастер и не сразу обзаведётся готовым штырегибом. Но на то он и мастер, чтобы выйти из положения, не затратив для сгибания арматуры почти ни копейки. Взглянув на конструкцию готового станка, мастер без особого труда изготовит приспособление, его заменяющее. Особенно это нужно тем, кто строит дом «с нуля» и столкнулся с закладкой железобетонного фундамента, а также варит калитки, ограды, ворота, двери из арматуры на заказ.


Главной частью в самодельном станке является стальная станина – кожух. На нём закреплены рычажный привод и сгибающий диск с упорными штырями. Вместо штыря применяют и уголковый профиль. Вращающая платформа с рычагом, на котором размещены гнущий и упорный штыри, строится с учётом толщины (диаметра) штыря и количества обрабатываемой арматуры. Закрепляется такой штырегиб либо к верстаку, либо к полу рабочего помещения.

Как согнуть вручную?
Небольшие по толщине прутья – до 8 мм – сгибаются и собственноручно, например, при помощи труб. Одна из них – упорная – крепится в мощных тисках. Вторая – сгибающая, заменяющая главный «палец» в станке – надевается на арматуру, и с её помощью этот прут сгибается. С качеством работы, выполненной на станке, не сравнится никакой «кустарный» способ. Дело в том, что проконтролировать правильность выполнения главного требования – 12,5 диаметров прута – вручную сложнее.
В станке же рабочего подстрахует упорное колесо, на котором и гнётся штырь.

Типичные ошибки
Чтобы не допустить одну из часто встречающихся ошибок, выполняйте сгибание правильно.
- Сгибать композит и стеклопластик не следует – он растрескивается, после чего его легко «добить». В результате он сломается. Правильнее его резать на нужные отрезки и связывать их концы, оставляя небольшой отступ.
- Недостаточно мощный станок при попытке согнуть на нём слишком толстый прут сломается. Если в процессе сгибания ломается либо сам штырь, либо станок, рабочий, гнущий арматуру вручную, травмируется либо осколком, либо при потере равновесия (по законам физики). На моторизованном станке, настроенном неправильно, ломается двигатель и/или редуктор.
- Тонкий прут, вставленный в мощный станок, гнётся слишком быстро – от этого он может нагреться. В результате нарушится сама технология процесса. Дело в том, что внутри сгиба металл или сплав претерпевает сжатие, снаружи – растяжение. И то и другое не должно быть слишком стремительным.
- Нельзя работать на станке, не имеющем защиты от частиц сгибаемой арматуры. Особенно это касается неметаллов, из которых и делается композитная основа.
- При сгибании с помощью «сверхтяжёлого» станка, рассчитанного на арматуру диаметром в 4-9 см, более тонкие штыри располагают в ряд, а не пучком, напоминающим жгут проводов. Это позволит добиться одинакового радиуса изгиба.
- Не сгибайте арматуру на рядом растущих деревьях. Подготовьте простейшее рабочее место. Один из лучших способов – забетонировать в земле трубу с толстыми стенками. Короткие – до 3 м – куски арматуры легко гнуть непосредственно в ней. Некоторые мастера приваривают к такой трубе воронку с криволинейно расходящимися стенками, имитирующую рабочую поверхность гибочного (осевого) колеса станка.
- При сгибании прута не делайте рывковых движений – они спровоцируют появление микротрещин даже в штыре из самой гибкой, устойчивой к перекручиванию стали.
- Не гните арматуру при помощи разводного ключа, болтореза, пассатижей (даже самых мощных) и других, не подходящих для такой работы инструментов. Такая работа мало что даст – скорее повредится тот или иной инструмент.




Соблюдение данных правил приносит отличный результат – ровный изгиб – даже в полностью «кустарных» условиях.
Опытный мастер легко согнёт арматуру даже без станка своими руками. Недостаток «самогиба» – повышенная травматичность.
Если сгибание арматуры – не «одноразовое» занятие из разряда «сделал и забыл», а услуга, поставленная на поток для большого числа местных клиентов, то приобретите станок – хотя бы ручной, но довольно мощный, и верно его настройте.
О том, как согнуть арматуру без инструмента, смотрите далее.
Источник