- Руководство по эксплуатации ковочного молота МА4129: описание, характеристики, схемы
- Назначение и технические характеристики ковочного молота МА
- Комплект поставки молота МА4129:
- Запасные части, поставляемые по дополнительному заказу (за отдельную плату):
- Меры безопасности
- Модельный ряд кузнечных молотов серии МА (ковочные пневматические):
- Состав молота МА4129
- Устройство и работа молота, его составных частей
- Схема кинематическая
- Электрооборудование
- Смазка
- ПОРЯДОК УСТАНОВКИ
- Распаковка и транспортировка
- Консервация и расконсервация
- Установка молота на фундаменте
- Как установить ковочный молот МА4129
- Общая сборка молота
- Управление молотом
- Ремонт деталей и неразъемных составных частей
- Сборка составных частей
- Испытание, проверка и приемка молота после ремонта
- Монтаж и испытание на объекте
- Консервация, упаковка, маркировка, транспортирование и хранение
Руководство по эксплуатации ковочного молота МА4129: описание, характеристики, схемы
Данное руководство является инструкцией для работников ремонтных цехов (мастерских) по проведению капитального ремонта пневматических ковочных молотов модели МА4129 и других заинтересованных лиц, служит задаче правильного исполнения ремонта молотов. Выполнение норм и правил, устанавливаемых настоящим руководством, является обязательным.
Молот модели МА4129 относятся к унифицированной гамме ковочных пневматический молотов с весом падающих частей 50 — 250 кгс и отличаются от ранее выпущенных модели МА4129 улучшенной ремонтопригодностью и повышенной долговечностью (ресурс до первого капитального ремонта 20000 ч).
- Структура межремонтного цикла пневматических молотов имеет следующую формулу: К-0-0-МI, -0-0-СI-0-0-М2-0-0-C2-0-0-М3 -0-0-К.
- Длительность межосмотрового периода: 2000/18= 1100 ч.
- Длительность межремонтного периода: 2000/6= 3300 ч. Своевременное и полное выполнение этих работ является строго обязательным.
В процессе эксплуатации молотов, начиная с их пуска, должен вестись журнал, в котором фиксируются данные о техническом обслуживании с указанием: даты обслуживания; выявленных отклонений; работ по устранению отклонений; проведенных регулировок. Общие правила безопасности при производстве ремонтно-наладочных работ изложены в «Руководстве по эксплуатации».
Данное руководство устанавливает общие правила выполнения капитального ремонта; отдельные его положения применимы при выполнении малого и среднего ремонтов. Молот при сдаче в ремонт должен быть полностью укомплектован согласно ведомости комплектации.

Назначение и технические характеристики ковочного молота МА
| Технические характеристики | молота МА4129 |
| Энергия удара, кДж (кгс/м) | 140 |
| Номинальная масса падающих частей, кг | 80 |
| Частота ударов в минуту | 210 |
| Расстояние от оси бабы до станины (вылет), мм | 300 |
| Высота рабочей зоны в свету, мм | 250 |
| Размеры зеркала бойков, мм | |
| Длина | 130 |
| Ширина | 63 |
| Высота молота над уровнем пола, мм | 1970 |
| Расстояние от зеркала нижнего бойка до уровня пола, мм | 800 |
| Ход поршня компрессора, мм | 210 |
| Ход бабы (наибольший), мм | 385 |
| Оптимальное проковываемое сечение заготовки, мм | |
| круглой – диаметром | 80 |
| квадратной – со стороной | 60 |
| Мощность, кВт | 7,5 |
| Скорость падающих частей в момент удара (теоретическая), м/сек | 5,8 |
| Количество электродвигателей на молоте | 1 |
| Тип электродвигателя привода молота | 4А132М6 |
| Маслонасос | циклического действия |
| Частота вращения, с-1 (об/мин) | 1500 |
| Род тока, Гц | Переменный, трехфазный |
| Напряжение, В | 380 |
| Приводной шкив, мм | 620 |
| Ремни (ГОСТ 1284.3-96) | |
| тип | Б 2240 |
| количество на молот | 5 |
| Габаритные размеры молота, мм (ДхШхВ) | 1566х790х1900 |
| Масса молота с шаботом, кг | 3100 |
| Масса шабота в сборе, кг | нет |
Молот ковочный пневматический массой падающих частей 80 кг, модели МА4129 предназначен для выполнения различных работ: протяжки, осадки, прошивки отверстия, горячей рубки металла, кузнечной сварки, гибки металла и т.д. методом свободной ковки на плоских и фасонных бойках.
Работа в закрытых штампах не допускается, так как жесткость и экоцентричность удара при штамповке может привести к поломке бабы, буксы или других деталей молота.
Комплект поставки молота МА4129:
- Электродвигатель
- Электроаппаратура управления
- Маслостанция
- Ремни клиновые, 5 (6) шт
- Шприц штоковый тип I ГОСТ 3643 – 54
- Руководство по эксплуатации
Запасные части, поставляемые по дополнительному заказу (за отдельную плату):
- Гильза рабочего цилиндра. МК4127-11-104 (МА4129-11-103)
- Гильза компрессорного цилиндра. МК4127-11-108 (МА4129-11-107)
- Кольцо поршневое (компрессора).МК4127-11-109 (МА4129-11-108)
- Кольца поршневые (Увеличенное), 2 шт. МК4127-11-110 (МА4129-11-109)
- Планка , 2 шт. МК4127-11-112 (МА4129-11-111)
- Сухарь, 2 шт. МК4127-11-113 (МА4129-11-113)
- Сегмент, 2 шт. МК4127-11-114 (МА4129-11-114)
- Сегмент, 2 шт. МК4127-11-115 (МА4129-11-116)
- Сухарь, 2 шт. МК4127-11-116 (МА4129-11-115)
- Кольцо поршневое, 2 (1) шт. МК4127-11-405 (МА4129-11-402)
- Кольцо поршневое, 1 (2) шт. МК4127-11-406 (МА4129-11-403)
- Боек верхний. МК4127-11-408 (МА4129-11-406)
- Боек нижний. МК4127-11-409 (МА4129-11-407)
- Палец. МК4127-11-419 (МА4129-11-417)
Запасные части к ковочным молотам смотрите в разделе Техоснастка и запчасти — Запчасти для молота. Чтобы подобрать оборудование или ЗИП по нужным параметрам, обращайтесь к менеджерам: 8 (499) 130-73-27, info@ck-stroyavto.ru.
Меры безопасности
Внимательный, тщательный уход за молотом определяет строк безаварийном четкой его работы, продолжительность его службы и затраты на ремонт.
Во время работы молота следует придерживаться следующих мер безопасности:
- не производить ударов бойка по бойку без поломки, так как удары могут привести к поломке бойков;
- ковку производить только в том случае, если материал нагрет до требуемой температуры, так как удары по недостаточно нагретому металлу разрушают бабу и бойки;
- следить, чтобы верхний боек или клин бабы не выступал за пределы вертикальных плоскостей бабы;
- при обнаружении каких-либо ненормальностей в работе молота (стук в цилиндрах или кривошипно-шатунном механизме, перегрев цилиндров, подшипников и т.д.) немедленно остановить молот и до устранения неполадок не приступать к работе;
- перевод молота с одного цикла на другой производить медленным плавным поворотом рукоятки, так как при быстрых поворотах происходят резкие удары бабы.
Модельный ряд кузнечных молотов серии МА (ковочные пневматические):
МА4127 МПЧ 50 кг. Размеры молота (ДхШхВ): 1450×735х1715 мм. Масса: 2170 кг
МА4129 МПЧ 80 кг. Размеры молота (ДхШхВ): 1566х790х1900 мм. Масса: 3100 кг
МА4132 МПЧ 160 кг. Размеры молота (ДхШхВ): 1900х900х2160 мм. Масса: 5350 кг
МА4134 МПЧ 250 кг. Размеры молота (ДхШхВ): 2710х1200х2450 мм. Масса: 8125 кг
МА4136 МПЧ 400 кг. Размеры молота (ДхШхВ): 3020х1310х2690 мм. Масса: 13100 кг
МА4140 МПЧ 1000 кг. Размеры (ДхШхВ): 4400х1780х3570 мм. Масса: 38000 кг
Состав молота МА4129
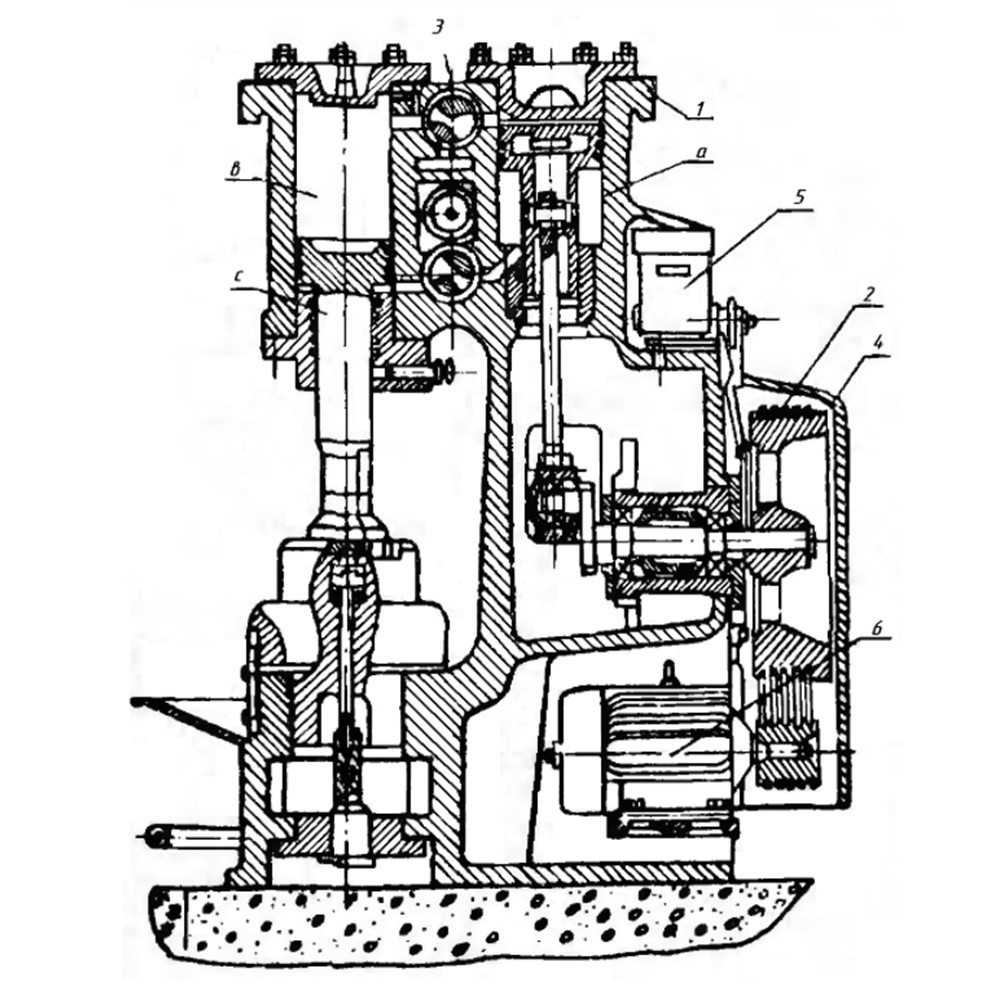
Общий вид и составные части молота
Перечень составных частей молота:
- Станина. МА4129А.11.001
- Привод. МА4129А.21.001
- Управление. МА4129.41.001
- Ограждение. МА4129.71.001
- Маслостанция СМЕ. МА4129.81.001
- Электрооборудование. МА4129.91.001
Устройство и работа молота, его составных частей
Рабочий и компрессорный цилиндры молота соединены между собой каналами. Взаимосвязь между цилиндрами и цилиндров с атмосферой достигается с помощью кранов, положение которых устанавливается рукояткой управления или педалью. Энергоносителем для работы служит сжатый воздух, вырабатываемый в компрессорном цилиндре «а» (рис. Общий вид и составные части молота ).
Попадая через каналы в рабочий цилиндр «в», сжатый воздух приводит в движение бабу «с», которая нанося удары по поковке, производит работу.
Возвратно-поступательное движение поршню компрессора сообщается кривошипно-шатунным механизмом, получающим движение от электродвигателя через клиноременную передачу.
Для предотвращения ударов бабы о верхнюю крышку рабочего цилиндра предусмотрено буферное устройство (рис. Буферное устройство и окна воздухонаполнения). При подъеме бабы до кромки «С» канала «С» оставшийся между поршнем бабы и крышкой воздух («полость В») образует буфер, препятствующей удару бабы о крышку и cпособствующий ускорению возврата бабы из крайнего верхнего положения.
Обратный клапан предупреждает зависание бабы в верхнем крайнем положении и перегрузку компрессора молота. Клапан препятствует выходу воздуха при образовании буфера. Вместе с тем он немедленно открывается, если давление воздуха в полости «В» станет ниже, чем в канале «С».
До 1991 года на данный молот устанавливались пластмассовые поршневые кольца. Современные детали делаются из высокопрочного чугуна.
Буферное устройство и окна воздухонаполнения
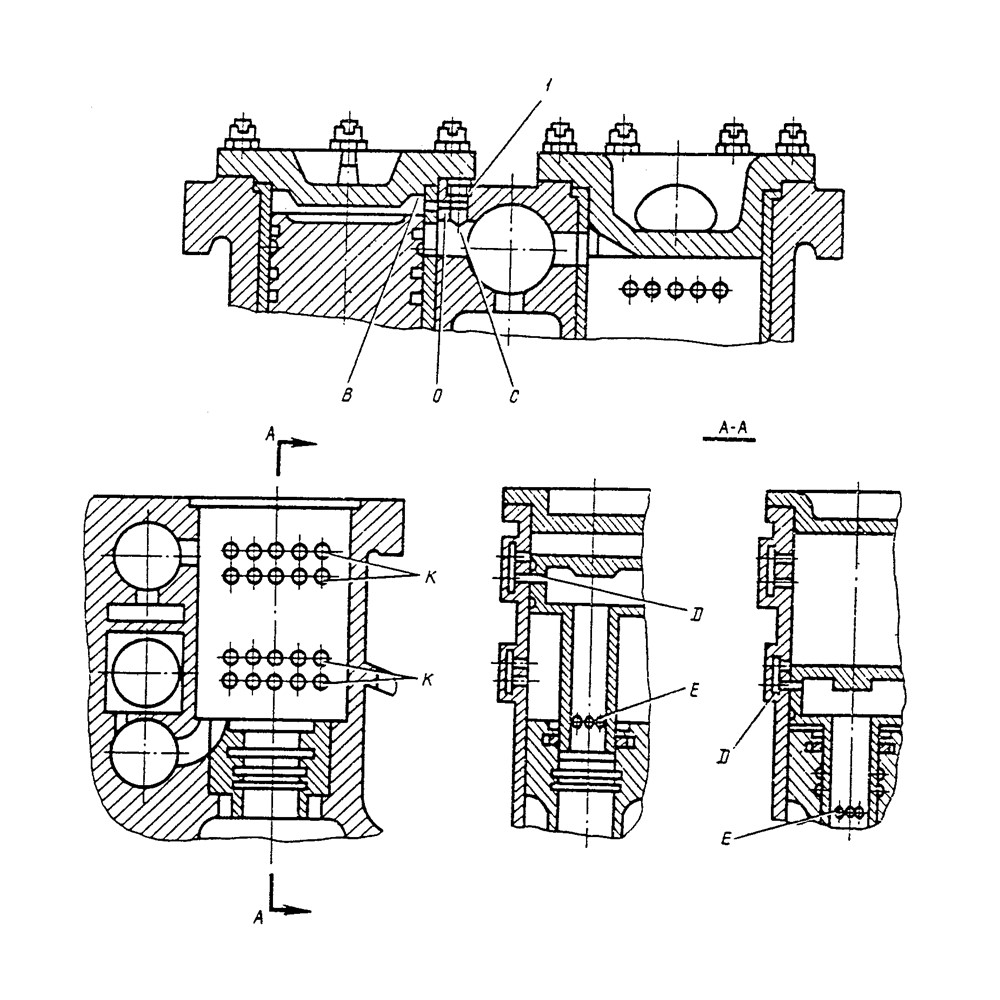
1 – обратный клапан
Воздухопополнение происходит снизу (рис. Буферное устройство и окна воздухонаполнения) через внутреннюю полость поршня компрессора, через окно «D» в поршне компрессора, отверстия «Е» в штоке поршня и отверстия «К»
в цилиндре компрессора, которые совмещаясь, в крайних верхнем и нижнем положениях поршня, последовательно сообщают верхнюю и нижнюю полости компрессора с атмосферой.
Уплотнения штока бабы и поршня компрессора
 а — зазор; 1 — букса бабы; 2 — букса поршня компрессора; 3 — сегмент; 4 — пружина; 5 — планка
а — зазор; 1 — букса бабы; 2 — букса поршня компрессора; 3 — сегмент; 4 — пружина; 5 — планка
Уплотнение штока бабы и поршня компрессора
Баба фиксируется от вращения направляющими планками 5 (рис. Узел крепления бойков), вмонтированными в буксу бабы. Для уплотнения штока бабы и штока поршня компрессора в буксах сделаны кольцевые выточки, в которых монтируются сегменты и сухари, стягиваемые пружинами. До 1991 года данные ЗИП делали из чугуна, современные детали выполняются из капролона. По мере износа бабы, штока поршня компрессора, сухарей и сегментов, зазоры «а» уменьшаются, но могут быть восстановлены запиловкой торцов сегментов.
Крепление пальца верхней головки шатуна
Палец шатуна 1 удерживается от осевого перемещения пружинными стопорными кольцами 2 (рис. Схема кинематическая и схема расположения подшипников).
Крепление подушки и бойков
Подушка крепится в отверстии нижней части станины через компенсационную шайбу и резиновое кольцо, стяжных винтом. Для фиксации подушки в станине предусмотрен штырь. Замену прокладок и можно производить без снятия молота с фундамента.
Узел крепления пальца верхней головки шатуна
1 — палец, 2 — стопорное кольцо, 3 — верхняя головка шатуна, 4 — подшипник
Узел крепления подушки
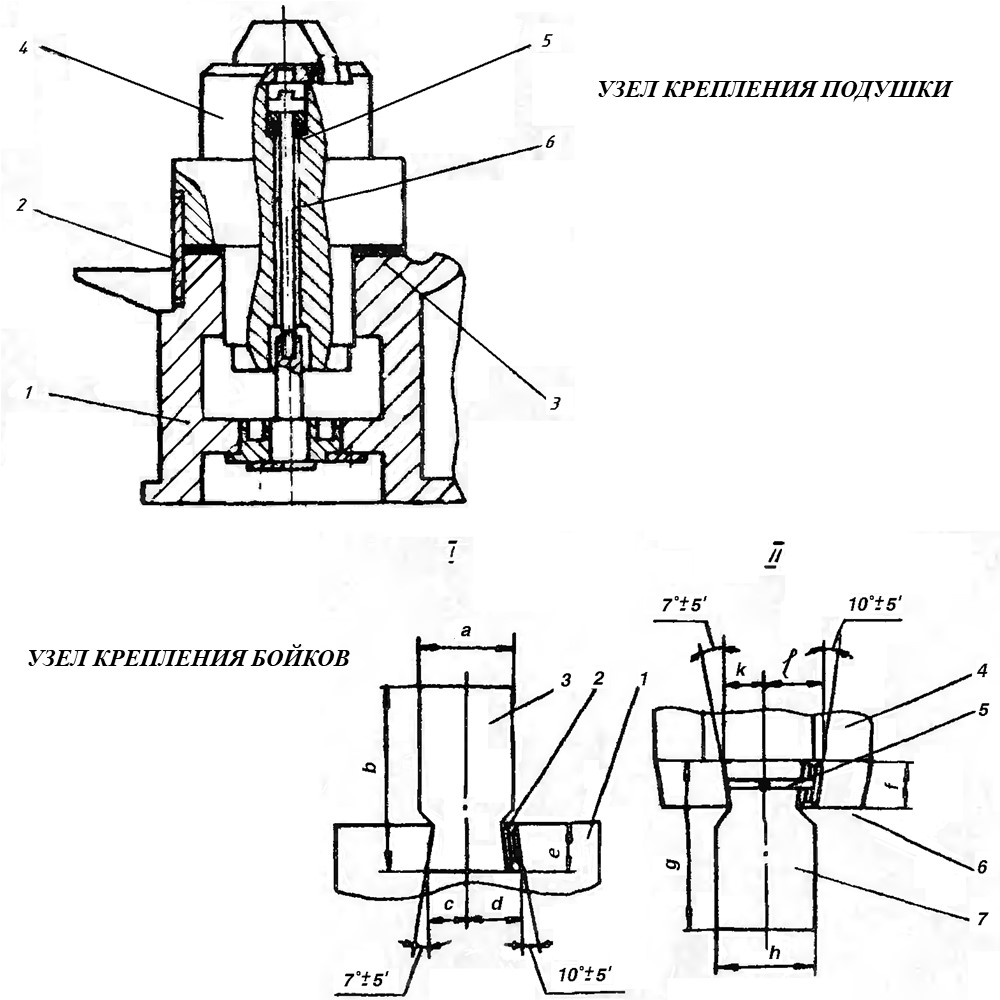
Узел крепления бойков:
I – нижний боек; II – верхний боек; 1 – подушка; 2 – клин нижнего бойка; 3 – нижний боек; 4 – баба; 5 – фиксирующая планка; 6 – клин верхнего бойка; 7 – верхний боек.
Установочные размеры бойков – Молот МА4129
Схема кинематическая
Ввиду простоты кинематической схемы (рис. Схема кинематическая и схема расположения подшипников) молота описание ее не приводится.
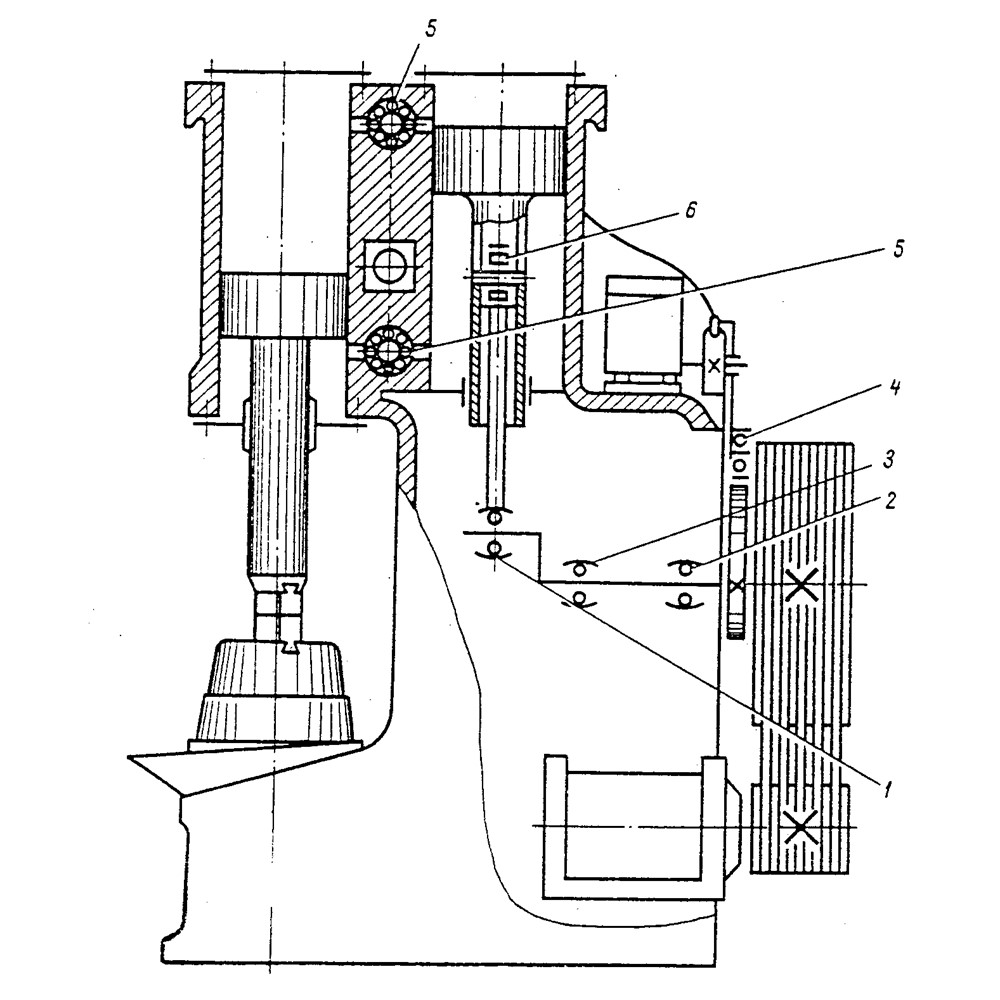
Схема кинематическая и схема расположения подшипников
Электрооборудование
Электрооборудование молота с механической станцией смазки
Электрооборудование молота состоит из электродвигателя, смонтированного на молоте, кнопок управления «пуск» и «стоп» и шкафа управления электроприводом.
В шкафу управления размещена электроаппаратура, соединенная между собой монтажными проводами в соответствии с принципиальной и монтажной электросхемами.

Шкаф устанавливается в непосредственной близости от молота со стороны рукояток управления на стене или стойке в вертикальном положении с отклонением от вертикали не более ± 5°C.
Перед установкой шкаф следует открыть и произвести следующие работы:
- снять защитную смазку;
- проверить надежность затяжки винтовых соединений.
После установки шкафа электроуправления производится подсоединение подводящих проводов к клеткам. Электропроводка к электродвигателю выполняется в трубах изолированным проводом сечением не менее 25 мм2. Станину молота и корпус шкафа необходимо надежно заземлить при помощи винтов заземления.
В процессе эксплуатации молота электроаппаратуру, установленную в шкафу, необходимо периодически осматривать. Перед осмотром шкаф нужно отключать от сети поворотом рукоятки выключателя ввода. При этом помнить, что контакты Л1, Л2, Л3 выключателя ввода и клеммного набора останется под напряжением.
Во время осмотра следует обратить внимание на надежность крепления подходящих проводов и чистоту контактных поверхностей. Обнаруженную грязь на выводных винтах и контактных поверхностях аппаратуры удалить салфеткой, смоченной авиационным бензином.
При длительном хранении шкафа температура окружающей среды должна быть не ниже — 5°С и не выше + 40°С, а относительная влажность воздуха не должна быть выше 70% при температуре +20°С.
В атмосфере помещения для хранения шкафа электроуправления не должно содержаться едких паров и газов в концентрациях, разрушающих металл и изоляцию.
Электрооборудование молота с электрической станцией смазки
Описание работы схемы электрической принципиальной
Электросхема предусматривает пуск и останов электродвигателя привода молота «М1» и привода маслонасоса «М2». Для пуска электродвигателей необходимо включить автоматический выключатель «QF1» нажать кнопку «Пуск» (SВ2). При этом включится катушка магнитного пускателя «КМ1» «М1», «М2» подключаются к сети. Кнопка SB2 зашунтируется н.о. контактами «КМ1» 2-3 и катушка пускателя станет на самопитание. Электродвигатель станции смазки М2 работает кратковременно периодически на время уставки реле времени РВ.
Для останова электродвигателей необходимо нажать на кнопку «Стоп» (SВ1). При этом обесточивается катушка пускателя «КМ1» и размыкаюся его силовые и блок — контакты.
Электродвигателя «М1» и «М2» остановятся.
Схема примет свое первоначальное положение.
Защита и блокировка
Защита электродвигателей и цепи управления от токов короткого замыкания и перегрузки осуществляется автоматическим выключателем.
Электродвигатели дополнительно защищаются от перегрузки тепловыми реле (РТ), РТ1, РТ2. Защита от минимального напряжения осуществляется магнитными пускателями.
Указания по обслуживанию электрооборудования и технике безопасности
Эксплуатацию электрооборудования молота производить в соответствии с требованиями «Правил устройства электроустановок предприятий».
В процессе эксплуатации ежедневно производить осмотр электроаппаратуры, следить за состоянием контактных поверхностей аппаратов, за затяжкой контактных винтов и состоянием изоляции.
Обслуживание электрооборудования молота должно производиться электротехническим персоналом хорошо знающим работу принципиальной электросхемы и специфику работы кузнечно-прессовых машин.
Электрооборудование молота и электрошкаф должно быть надежно заземлены в соответствии с действующими «Правилами устройства электроустановок».
Схема электрическая принципиальная

Смазка
Вязкость при 100 0 С, сСт
Масло компрессорное к-19
Температура каплепадения не ниже 150 0 С
Масло цилиндровое 24
Нормальная работа молота во многом зависит от смазки трущихся деталей, которая производится в соответствии со схемой смазки.
Применяются два варианта системы смазки: станция смазочная многоотводная 22-02 УХЛ4; электрическая станция смазки СМЕ.
Перечень точек смазки (рис. Схема кинематическая и схема расположения подшипников):
- Компрессорный цилиндр. Способ смазки: от масляного насоса. Периодичность: непрерывная
- Опора рычага привода насоса. Способ смазки: шприцевание. Периодичность: периодическая раз в месяц
- Рычаги привода насоса. Способ смазки: шприцевание. Периодичность: периодическая раз в месяц
- Нижняя головка шатуна. Способ смазки: шприцевание. Периодичность: периодическая раз в два-три месяц
- Редуктор. Способ смазки: шприцевание. Периодичность: периодическая раз в три месяц
Схема смазки

Указания по эксплуатации системы смазки
Перед пуском молота необходимо:
- заполнить консистентной смазкой места, указанные в схеме смазки;
- заполнить резервуар масляного насоса компрессорным маслом К-19 или цилиндровым 24. Масло заливать подогретым и только через фильтровальную сетку;
- отрегулировать масляный насос так, чтобы подача масла в компрессорный цилиндр составляла 0,24 см³/мин. При эксплуатации станции смазки СМЕ, частота включения и объем подаваемого масла регулируется реле времени.
В процессе эксплуатации молотов необходимо:
- следить за бесперебойной подачей смазки, исправным состоянием масляного насоса и наличием в нем масла;
- через каждые 1500 часов работы молота очищать масляный насос. Для этого его надо отсоединить, снять с места крепления и промыть бензином;
- после длительной остановки молота рекомендуется заливать в компрессорный и рабочий цилиндры 30-40 г масла.
ПОРЯДОК УСТАНОВКИ
Распаковка и транспортировка
Молот поставляется в собранном виде, упакованный в деревянном ящике или местной упаковке в зависимости от требований поставки. При распаковке и снятии крепления молота к саням проверяется состояние молота и соответствие принадлежностей упаковочной ведомости. Результаты проверки оформляется актом предварительного осмотра. Транспортировка молота производится согласно схеме, приведенной на рис. Схема транспортировки с применением средств соответствующей грузоподъемности.
Схема транспортировки
Консервация и расконсервация
Перед упаковкой, для предохранения от коррозии, все обработанные поверхности деталей молота покрывают антикоррозийным покрытием. По истечении срока консервации следует проверить состояние деталей и при необходимости, молот надо подвергнуть переконсервации.
При расконсервации молота, поставляемого в специальной упаковке, рекомендуем принять следующую последовательность операций:
- Снять с молота защитную и удалить мешочки с силикагелем.
- Вскрыть ящики и вынуть из чехлов ЗИП и комплектацию.
- Снять защитную бумагу с обработанных поверхностей молота.
- Удалить ветошью консервационную смазку с законсервированный поверхностей молота, не применяя для этих целей металлических предметов и наждачной бумаги.
- Протереть наружные поверхности чистыми салфетками, смоченными уайт-спиритом.
- Расконсервацию ЗИП производить в порядке, указанном в п.п. 3, 4 и 5 настоящих указаний.
Внутренние полости молота расконсервации не подлежат.
Установка молота на фундаменте
Молот устанавливают на бетонный фундамент (рис. Установочный чертеж). Глубина заложения фундамента выполняется в зависимости от вида грунта, глубины его промерзания и уровня грунтовых вод, но не менее 800 мм.
Установочный чертеж молота МА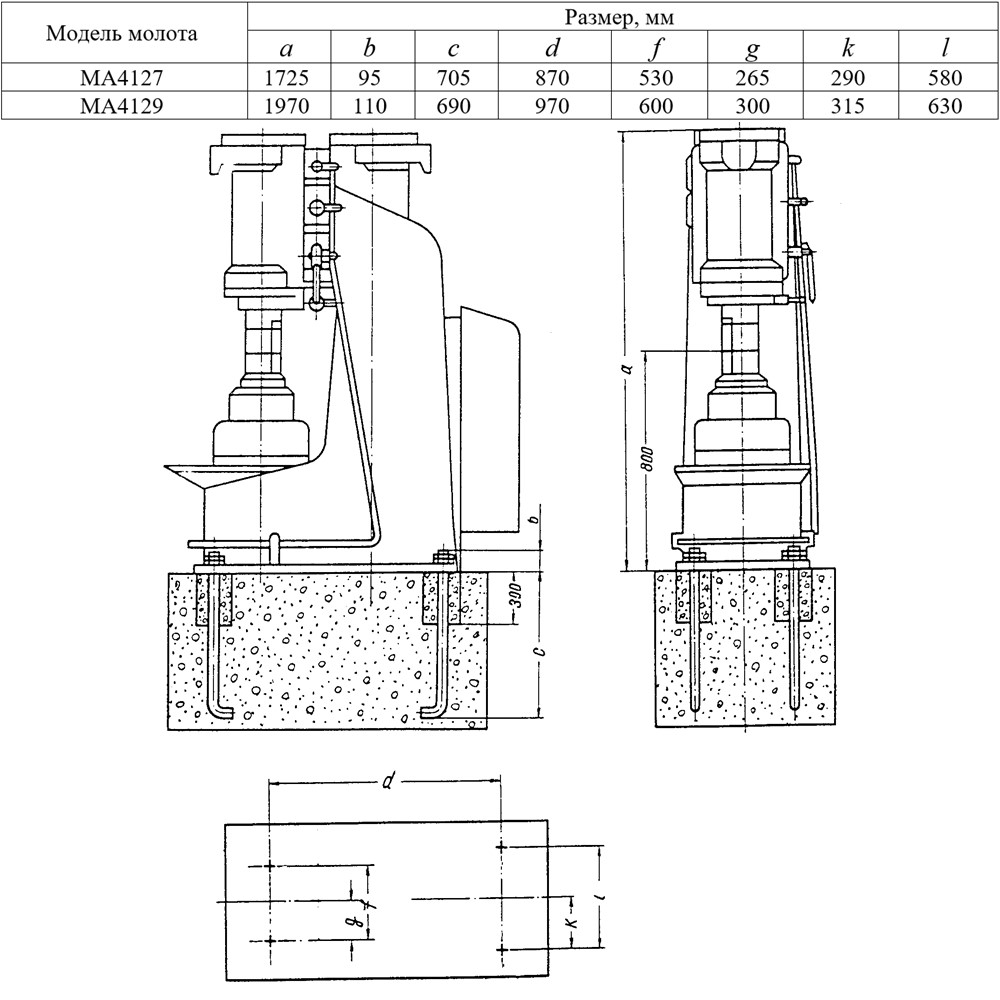
После заливки колодцев с фундаментными болтами цементным раствором и его затвердевании следует равномерно затянуть гайки болтов, обеспечив горизонтальность зеркала нижнего бойка. Отклонение уровня допустимо в пределах 0,2 мм на 1000 мм. Шкаф управления электродвигателем и кнопочная станция устанавливаются отдельно от молота на стене стойке, а электропроводка к молоту выполняется в металлической трубе.
Как установить ковочный молот МА4129
Перед первоначальным пуском молота необходимо удалить антикоррозийные покрытия при помощи бензина или бензинорастворителя (уайт-спирита). Если с момента отгрузки с завода-изготовителя до пуска молота прошло свыше шести месяцев, то необходимо подвергнуть ревизии рабочий и компрессорный цилиндры.
В процессе ревизии необходимо очистить детали, проверить их состояние и смазать все обработанный поверхности.
Следует убедиться в наличии шарикого клапана в буферном устройстве рабочего цилиндра. Отсутствие шарика или плохое состояние клапана может вызвать удар бабы о крышку и аварию молота.
В рабочий и компрессорный цилиндры запить масло, заполнить маслом резервуар насоса. Места смазки и наименования смазочного материала указаны в разделе «Смазка». Проверить надежность клинового крепления верхнего и нижнего бойков, крепление подушки к станине, надежность соединения нижней головки шатуна с шатуном.
До включения молота следует обязательно провернуть вручную кривошипный вал за приводной шкиф, чтобы убедиться в отсутствии причин, мешающих свободному вращению кривошипного вала. Для ознакомления с молотом необходимо усвоить назначение и действие органов управления, обкатать его на холостом ходу в течение 15 — 20 минут, опробовать все режимы работы, проверить поступление смазки в цилиндры.
Произвести пробную ковку хорошо нагретой болванки высотой не менее 30 мм, в процессе которой устранить все выявленные недостатки монтажа. Поворот рукоятки 1 на цикл «Автоматические удары» осуществлять плавно, нанося вначале легкие удары.
Общая сборка молота
В цилиндры устанавливают (собранными) буксу бабы и буксу компрессора. Необходимо при этом учитывать, что букса компрессора садится в гнездо с натягом и для запрессовки ее требуются значительные усилия.
Через отверстия Д210А в задней стенке станины и окна вставляют втулку с кривошипным валом.
Собранный поршень компрессора с шатуном при помощи рым-болта, ввинчиваемого в головку поршня, устанавливают в компрессорной цилиндр; при установке поршня необходимо следить, что- бы шатун и хвостовик поршня не опирались на уплотняющие сухари и сегменты, стягиваемые пружиной и выступающие из отверстия буксы.
Поршень поворачивают вокруг оси таким образом, чтобы вертикальная плоскость, проходящая через центры отверстий в лапе шатуна, расположилась параллельно плоскости, проходящей через оси шпилек в головке шатуна, а перепускные отверстия станины совпадали с прорезью в головке поршня в нижней и верхней мертвых точках.
Втулку с кривошипным валом перемещают вдоль оси до совпадения плоскостей.
Измеряют зазор между задней стенкой станины и крышкой, крепящей втулку кривошипного вала.
Изготовляют компенсаторное кольцо. Размер кольца по толщине должен быть равным величине измеренного зазора (кольцо может быть заменено набором колец).
Заднюю крышку снимают, а затем устанавливают вместе с прокладкой и компенсаторным кольцом и крепят болтали к втулке и станине.
Шатун крепят к нижней головке шатуна гайками.
Болты фиксируют проволокой.
На выступающий конец кривошипного вала надевают распорную втулку и маховик, собранный с эксцентриком.
В отверстие станины устанавливают штырь, фиксирующий подушку, на опорную поверхность под подушку устанавливают прокладку, крепят к станине стяжным винтом и стяжкой, под головку стяжного винта устанавливают прокладки.
На головку стяжного винта устанавливается сухарь, фиксирующий боек в продольной направлении, затем устанавливают в паз нижний боек и закрепляют клинок. Клин устанавливают таким образом, чтобы его боковые плоскости плотно прилегали к бойку и подушке.
Собранный узел бабы опускают в рабочий цилиндр при помощи грузоподъемного устройства, планок и двух болтов. При опускании необходимо следить, чтобы торцы байка и бабы не опирались на уплотняющие сухари и сегменты; после полного опускания убрать планки и болты, используемые при установке бабы.
Устанавливают крышки с уплотняющими прокладками рабочего и компрессорного цилиндров, крышки крепят гайками.
Устанавливают краны системы воздухораспределения. При этом необходимо следить, чтобы краны были установлены согласно схеме расположения кранов при различных режимах, приведенной в руководстве по эксплуатации; установку кранов необходимо вести по циклу «Держание бабы на весу», при котором рукоятка управления циклами устанавливается вертикально, а рычаги, закрепленные на осях верхнего и нижнего кранов и соединенные между собой планкой, должны располагаться горизонтально.
Дальнейшая последовательность сборки виду, простоты не требует особых пояснений.
Управление молотом
Молот имеет следующие режимы работы (рис. Схема воздухораспределения):
- Холостой ход
- Держание бабы на весы
- Автоматические удары
- Единичные удары (частный случай цикла «Автоматические удары»)
- Прижим
Работа молота на том или ином режиме зависит от положения рукоятки 1 управления и рукоятки 2 среднего крана, которые определяют положение нижнего, верхнего и среднего кранов при различных циклах.
Рукоятка 3 фиксатора служит только для запирания бабы в верхнем положении VI при ремонтных и наладочных работах. Во время работы молота рукоятка 3, находясь в положении VII, на режимы работы не влияет.
Холостой ход (исходный цикл)
При цикле «Холостой ход» молота МА4129 нижняя и верхняя полости компрессора работают на выпуск воздуха в атмосферу через каналы «е» и «d» верхнего крана (разрез В-В, положение 1) и каналы «m» и «h» нижнего крана (разрезы С-С и D-D, положение 1).
При этом рукоятка 1 управления занимает вертикальное положение 1, а рукоятка 2 среднего крана повернута в положение V. Цикл применяется при пуске молота и при кратковременных ожиданиях заготовок.
Держание бабы на весу
Держание бабы на весу является переходным циклом от цикла «Холостой ход» и достигается поворотом рукоятки 2 среднего крана на 180° в положении IV. При этом средний кран (разрез Е-Е) перекрывает выпускное окно «Р» и выпуск воздуха в атмосферу прекращается. Воздух из нижней полости компрессорного цилиндра (НПКЦ) через окно «к» нижнего крана (разрез D-D, положение 1) нагнетается в камеру среднего крана (КСК), из нее, отжимая обратный клапан через окно «h» и «z» (разрез С-С, положение I)поступает в нижнюю полость рабочего цилиндра (НПРЦ), поднимая бабу вверх. По достижении бабой верхнего положения в нижней полости рабочего цилиндра устанавливается постоянное давление.
Компрессор, продолжая работать, из нижней полости нагнетает воздух в камеру среднего крана (КСК), а из нее – через клапан в камеру обратного клапана (КОК).
Этот воздух частично расходуется на пополнение утечек в рабочем цилиндре, а оставшийся объем воздуха в камере среднего крана (КОК) и камере обратного клапана (КОК) всасывается НПКЦ при ходе поршня вверх. Верхняя полость компрессорного цилиндра работает при этом на выпуск воздуха в атмосферу.
Длительная работа на цикле «Держание бабы на весу» приводит к перегреву молота и излишней затрате энергии.
Автоматические удары
Автоматические удары являются нормальным рабочим циклом. Цикл «Автоматические удары» достигается поворотом рукоятки 1 управления в положение II. При этом происходит повторяющиеся удары, сила которых зависит от угла поворота рукоятки 1 управления или педали, соединенной тягами и рычагами с этой рукояткой.
Средний кран закрыт — положение рукоятки 2 среднего крана IV. Нижние и верхние полости рабочего и компрессорного цилиндров соединены каналами «С» — «е»; » 1 » — «m» напрямую (разрезы В — В, D — D , положение II).
Скорость подъема и опускания бабы зависит от резкости давлений воздуха в верхней и нижней полостях рабочего цилиндра.
Число ударов бабы разно числу ходов поршня компрессора, т.е. числу оборотов кривошипного вала.
Единичные удары
Единичные удары (частный случай цикла «Автоматические удары») осуществляется резким движением рукоятки 1 управления вправо до упора (положение II) и быстрым возвращением рукоятки 1 в исходное вертикальное положение 1. Происходит удар максимальной силы. Меньшему углу от положения рукоятки 1 соответствует меньшей силы единичный удар.
При задержке рукоятки 1 в отклоненном положении баба нанесет несколько ударов, поэтому от работающего требуется некоторая сноровка, чтобы получать единичные удары. Кроме того кузнец должен выбрать момент для отклонения рукоятки или нажатия педали, в противном случае баба резко пойдет вверх и нанесет удар в крышку. Поэтому от работающего на молоте требуется некоторая сноровка.
Прижим
«Прижим» достигается поворотом рукоятки 1 управления в положение III. При средний кран остается закрытым — положение IV рукоятки 2 среднего крана.
В этого случае воздух из нижней полости компрессорного цилиндра (НПКЦ) через окна «m» и «к» (разрез D — D, положение III) поступает в камеру среднего крана (КСК) и через клапан — в камеру обратного клапана (КОК). Затем через окна «b» и «a» (разрез А — А, положение III) воздух нагнетается в верхнюю полость рабочего цилиндра (ВПРЦ) и производит давление на бабу.
Верхняя полость компрессорного цилиндра (ВПКЦ) и нижняя полость рабочего цилиндра (НПРЦ) при этом соединены с атмосферой — окна «е» и «d» верхнего крана и окна «f» и «g» нижнего крала (разрезы В — В и С — С, положение III).
Этот цикл обычно применяется для закручивания или загиба поковки.
Схема воздухораспределения

Положения рукоятки 1 при циклах:
I — холостой ход, держащие бабы на весу; II — автоматические удары, единичные удары; III — прижим.
Положение рукоятки 2 при циклах:
IV — «Закрыто», держание бабы на весу, автоматические удары, единичные удары, прижим; V — «Открыто», холостой ход.
Назначение окон крановых втулок:
a, c — в верхнюю полость рабочего цилиндра (ВПРЦ); b, h — в камеру обратного клапана (КОК); e — в верхнюю полость компрессорного цилиндра (ВПКЦ); a — в атмосферу; f, l — в нижнюю полость рабочего цилиндра (НПРЦ); k — в камеру среднего крана (КСК); m — внешнюю полость компрессорного цилиндра (НПКЦ); n — перепускного среднего крана; p — перепускной камеры среднего крана.
Ремонт деталей и неразъемных составных частей
Все основные детали, износ которых превышает половину нормы предельного износа, должны быть заменены новыми или восстановлены.
Краны и рубашки кранов системы воздухораспределения ввиду незначительного износа, как правило, не требуют замены или ремонта. Их следует промыть в керосине.
Сухари и сегменты уплотнений штоков бабы и поршня могут быть восстановлены следующим образом:
- сухари бабы и поршня, а также сегменты поршня пришабрить по внутренним диаметрам штоков;
- торцы сегментов бабы и поршня запилить до обеспечения зазоров по торцам, приведенных в соответствующей таблице.
Направляющие планки восстанавливают шлифованием поверхностей трения до полного снятия износа (шлифование обеих планок производится одновременно для обеспечения одинакового размера по толщине). При установке планок в буксу под ними подкладывают прокладки из медной или латунной фольги такой толщины, чтобы был обеспечен проход бабы через буксу и выдержаны за
зоры, соответствующие нормам точности.
Восстановление узла обратного клапана осуществляется следующим образом:
- клапан шлифуют по рабочей части-конусу под углом 90° ±10′ до полного снятия износа, втулку клапана растачивают под углом 90° ±10′ до снятия износа;
- клапан и втулку клапана притирают совместно до появления на поверхности конуса 90° ±10′ кольцевого пояска шириной 2-3 мм. В случае значительного износа направляющей клапана последнюю изготавливают вновь;
- опорные поверхности пазов бабы и подушки пришабривают до прилегания рабочих плоскостей бойков в соответствии с нормами точности, указанными в акте технического испытания.
Сборка составных частей
Перед началом общей сборки молота собирают составные части: бабу с верхним бойком, поршень с шатуном, кривошипный вал с нижней головкой шатуна.
Последовательность операций сборки бабы следующая:
- в шток бабы запрессовывают шпонку, которая фиксирует верхний боек от продольного перемещения;
- в паз бабы устанавливают верхний боек;
- боек закрепляют клинок, при этом клин не должен выступать над поверхностью штока бабы;
- в отверстие байка вставляют пружину и стопор;
- в паз бойка, расположенный с торцовой стороны, вставляют стопорную планку, которая предохраняет клин от выпадения, стопор отжимают отверткой, стопорная планка перемещается вдоль
- паза бойка, пока стопор не войдет в отверстие планки, при этом планка должна зафиксировать
- клин;
- поршневые кольца вставляют в кольцевые пазы бабы.
Последовательность операций сборки поршня следующая:
- в верхнюю головку шатуна запрессовывают игольчатый подшипник 942/35 для молота модели
- МА4127 или 943/40 для золота модели МА4129;
- запрессовывают стопорные кольца, устанавливают стопорные винты;
- в поршень устанавливают шатун таким образом, чтобы отверстие подшипника совпадало с отверстиями в поршне;
- в поршень запрессовывают палец;
- в кольцевые проточки устанавливают стопорные кольца;
- поршневые кольца вставляют в кольцевые пазы поршня.
Последовательность операций сборки кривошипного вала с нижней головкой шатуна следующая:
- на кривошипный вал надевают крышку с войлочным уплотнением и прокладкой, напрессовывают
- подшипник №3614, устанавливают распорную втулку, напрессовывают подшипник, №3612 (подшипники
- желательно напрессовывать на вал нагретыми до температуры 70-80°С);
- на подшипник надевают втулку;
- ранее установленную крышку крепят через прокладку к втулке болтами;
- на палец кривошипного вала надевают крышку с прокладкой, напрессовывают подшипник №3609,
- устанавливают стопорную шайбу;
- в головку шатуна ввинчивают шпильки;
- в головку шатуна запрессовывают подшипник;
- к головке шатуна с обеих сторон болтами крепят крышки с прокладками;
- болты от самоотвинчивания фиксируют проволокой;
- к втулке крепят, болтали через прокладку заднюю крышку (крышка крепится предварительно
- двумя болтами).
Сборка остальных составных частей не требует особых пояснений.
Испытание, проверка и приемка молота после ремонта
После окончательной сборки молот подвергают испытаниям на холостом ходу и под нагрузкой.
Предварительно до подключения молота к электросети проверяется плавность ходов рукояток и педали управления.
Усилие на рукоятке не должно превышать 4 кгс.
Кривошипный вал прокручивают вручную за маховик.
В масляный насос заливают масло. Масляный насос прокачивают вручную за рукоятку 10-15 раз для того, чтобы сказка поступала в цилиндры молота.
Молот подключают к электросети.
Включают электродвигатель (при этом все рукоятки должны быть в положении «Холостой ход»).
На холостой ходу молот испытывается в течение двух часов, при этом проверяют плавность хода поршня, отсутствие стуков в кривошипно-шатунном механизме, нагрев подшипников, общий нагрев молота (температура нагрева подшипников не должна превышать +70° С).
Рукоятку среднего крана переводят в положение «Закрыто», при этом баба должна подняться и остановиться в верхнем положении, совершая незначительные качания с амплитудой не более 8 мм.
При переводе рукоятки среднего крана в положение » Открыто» баба должна плавно опуститься на нижний боек.
Операцию подъема и опускания необходимо произвести несколько раз. Если баба не опускается или тормозится в среднем положении, то это свидетельствует о смещении буксы или перекосе осей буксы и гильзы рабочего цилиндра.
Смещение осей устраняется смещением буксы, а перекос осей — односторонней подтяжкой крепежных гаек.
Рукоятка управления циклами отклоняется в сторону цикла «Автоматические удары» (рукоятка среднего крана должна быть в положении «Закрыта»), при этом баба должна постепенно увеличивать амплитуду ходов.
В режиме «Держание бабы на весу» без нанесения ударов по бойку молот испытывают в течение двух часов. Проверяют плавность ходов бабы, нагрев подшипников, нагрев воздуха в системе воздухораспределения. Температура в системе воздухораспределения не должна превышать +120°С.
Усилие прижима может быть измерено динамометром ДС-3 или установлено по давлению в рабочем цилиндре при помощи манометра, ввернутого вместо штуцера в отверстие для подвода смазки.
Для молота МА4127 усилие прижима должно быть не менее 480 кгс (р=1,4 атм.), а для молота МА4129 — не менее 800 кгс (р=1,5 атм).
Испытание молота под нагрузкой путем ковки образцов производится на рабочем месте после монтажа на фундаменте.
ОТК проверяет соответствие молота нормам точности.
Монтаж и испытание на объекте
Молот устанавливают на фундаменте, крепят гайками.
Электродвигатели молота подключают к силовой сети.
Производят опробование всех режимов работы молота, как это описано ранее.
Производят испытание молота под нагрузкой путем ковки (протяжки) образцов из стали 45. Для молота МА4127 размер заготовки 60х140 мм, для молота МА4129 — 80х160 мм.
Протяжка до сечения 10х20 мм должна быть выполнена с одного нагрева.
Приемка молота после испытаний должна быть оформлена соответствующим актом.
Консервация, упаковка, маркировка, транспортирование и хранение
Окончательно собранный и прошедший испытания молот подвергают консервации. Все обработанные наружные поверхности покрывают тонким слоем смазки НГ-203А и обертывают 2-3 слоями конденсаторной бумаги КОН-1. Внутренние поверхности цилиндров консервируют смазкой НГ-203Б следующим образом: заливают в масляный насос указанную смазку, молот включают и производят обкатку в течение 5-10 мин в режиме «Качание бабы». Затем молот выключают, избыток масла из масляного насоса сливают, масляный насос заливают эксплуатационной смазкой. Подшипники кривошипного, вала, верхней и нижней головок шатуна заполняют консервирующей смазкой ЦИАТИМ-203.
Нормы предельного износа основных деталей молотов
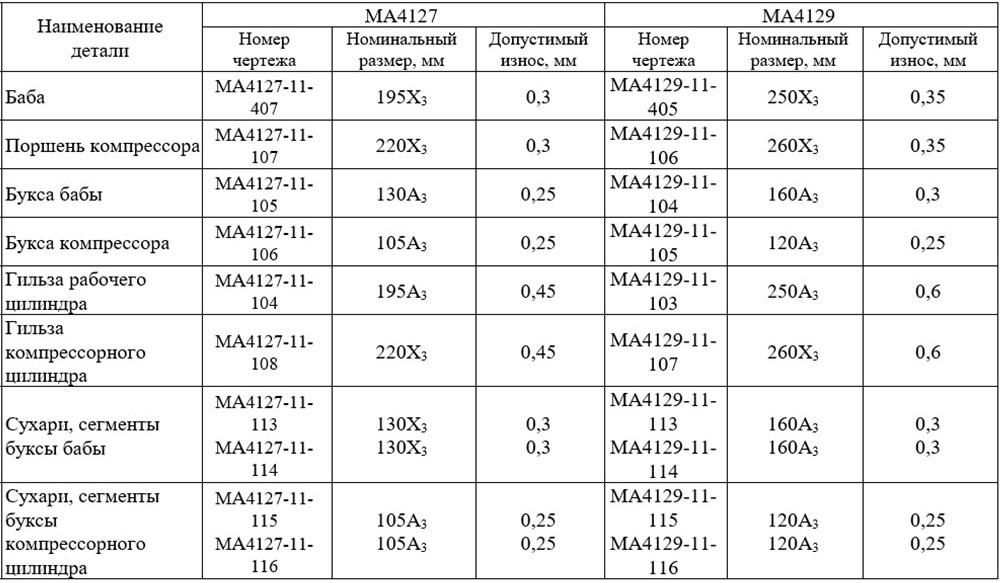 Допустимый износ задается от номинального размера и принимается при отклонениях отверстий А3 со знаком «+», при отклонениях валов Х3 со знаком «-».
Допустимый износ задается от номинального размера и принимается при отклонениях отверстий А3 со знаком «+», при отклонениях валов Х3 со знаком «-».
Магазин станков и оснастки CK-STROYAVRO предлагает купить ковочный молот МА или запасные части к станку:
Источник