- СНиП 2.02.05-87 ФУНДАМЕНТЫ МАШИН С ДИНАМИЧЕСКИМИ НАГРУЗКАМИ — 12. Фундаменты металлорежущих станкков
- Содержание материала
- Устройство оснований и фундаментов для установки станочного оборудования
- Устройство оснований и фундаментов для установки станочного оборудования
- Станки радиально-сверлильной группы
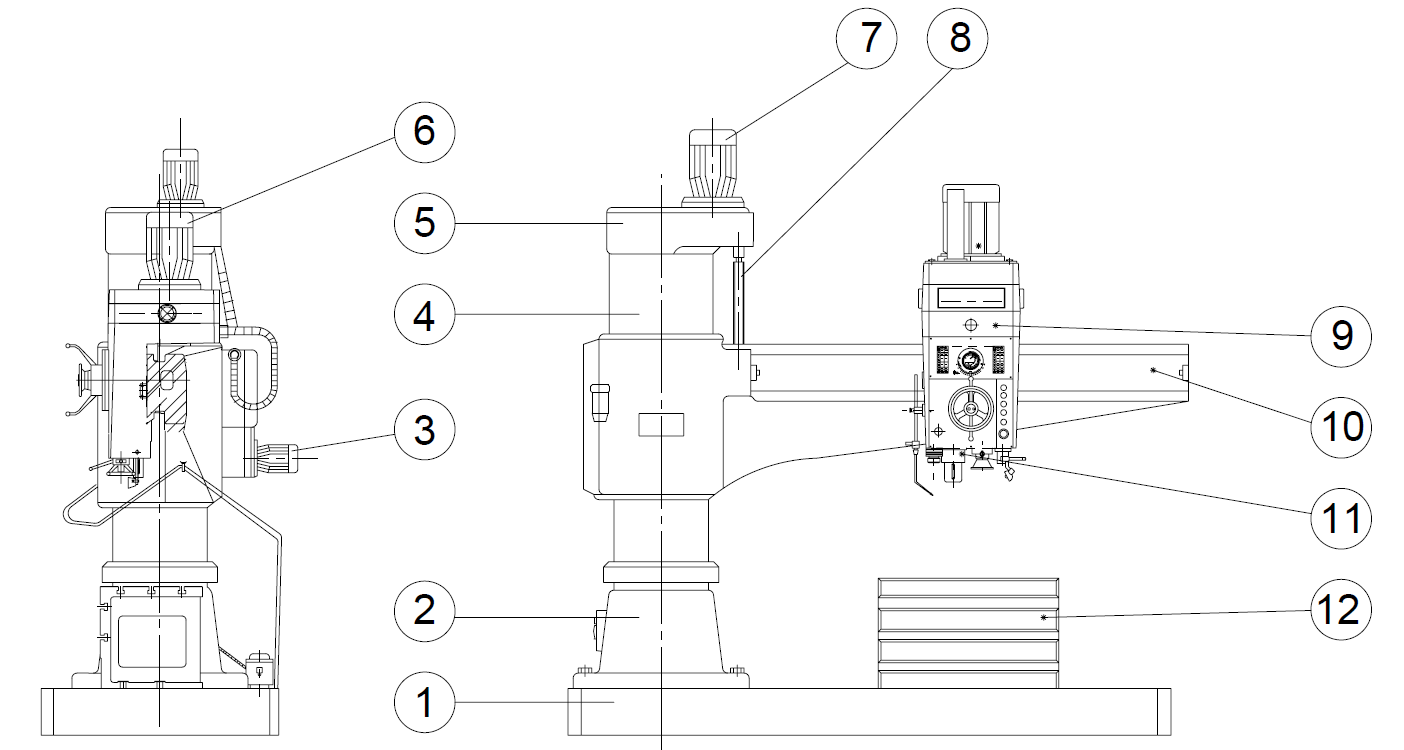
- Конструкция радиальных сверлильных станков
- Кинематика
- Станина с рабочим столом
- Поворотная колонна
- Траверса (консоль)
- Шпиндельная головка
- Система подачи СОЖ
- Параметры выбора радиально-сверлильных станков:
- Получить консультацию
СНиП 2.02.05-87 ФУНДАМЕНТЫ МАШИН С ДИНАМИЧЕСКИМИ НАГРУЗКАМИ — 12. Фундаменты металлорежущих станкков
Содержание материала
12. ФУНДАМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНККОВ
12.1. В состав исходных данных для проектирования фундаментов металлорежущих станков, кроме материалов, указанных в п. 1.1, должны входить:
чертеж опорной поверхности станины станка с указанием опорных точек, рекомендуемых способов установки и крепления станка;
данные о значениях нагрузок на фундамент: для станков с массой до 10т — общая масса станка, а для станков с массой более 10т — схема расположения статических нагрузок, передаваемых на фундамент;
для станков, требующих ограничения упругого крена фундамента, — данные о предельно допустимых изменениях положения центра тяжести станка в результате установки тяжелых деталей и перемещения узлов станка (или максимальные значения масс деталей, массы подвижных узлов и координаты их перемещения), а также данные о предельно допустимых углах поворота фундамента относительно горизонтальной оси;
данные о классе станков по точности, а также о жесткости станины станков, о необходимости обеспечения жесткости за счет фундамента и о возможности частой перестановки станков;
для высокоточных станков — указания о необходимости и рекомендуемом способе их виброизоляции: кроме того, в особо ответственных случаях для таких станков (например, при установке высокоточных тяжелых станков или при установке высокоточных станков в зоне интенсивных колебаний оснований) в исходных данных для проектирования должны содержаться результаты измерений колебаний грунта в местах, предусмотренных для установки станков, и другие данные, необходимые для определения параметров виброизоляции (предельно допустимые амплитуды колебаний фундамента или предельно допустимые амплитуды колебаний элементов станка в зоне резания и т.п.)
12.2. Станки в зависимости от их массы, конструкции и класса точности допускается устанавливать на бетонном подстилающем слое пола цеха,на устроенные в полу утолщенные бетонные или железобетонные ленты (ленточные фундаменты) или на массивные фундаменты (одиночные или общие).
Источник
Устройство оснований и фундаментов для установки станочного оборудования
Еще одна публикация из учебника А.М. Гаврилина, В.И. Сотникова, А.Г. Схиртладзе и Г.А. Харламова «Металлорежущие станки» с полезной информацией о станках с ЧПУ. Сегодня разберем особенности в устройстве оснований и фундаментов для установки станочного оборудования.
Устройство оснований и фундаментов для установки станочного оборудования
Для защиты от внешних вибраций станки следует устанавливать на фундаменты или на специальные виброизоляторы.
Документы, высылаемые заводом-изготовителем вместе со станком, в большинстве случаев содержат указания по устройству фундаментов и их виброизоляции. Виброизоляция станков может быть также обеспечена установкой их на виброопоры или на резиновые прокладки без устройства фундамента.
При выборе типа основания для любого станка должны быть учтены следующие основные факторы: класс точности станка, жесткость конструкции, масса станка, характер нагрузок при работе.
Станки класса точности С устанавливаются на массивные бетонные фундаменты, вывешенные на пружинах с демпферами или резиновых ковриках (рис 17.1 д, е) и боковой виброизоляцией (пробковая крошка, шлак, шлаковата, отходы кожевенно-обувной промышленности) .
Станки класса точности А устанавливают на бетонных фундаментах с боковой виброизоляцией из тех же материалов, которые используются для фундаментов станков класса точности С.
Рис. 17.1. Фундаменты под металлорежущие станки:
а — общая плита цеха; б — ленточный; в — обычного типа; г — свайный; д — на резиновых ковриках; е — на пружинах
Станки класса точности В, имеющие нежесткие станины, а также крупные и тяжелые станки независимо от жесткости станин устанавливаются на бетонные фундаменты с боковой виброизоляцией, аналогично станкам класса точности А.
Станки класса точности П, имеющие нежесткие станины, и крупные и тяжелые станки независимо от жесткости станин устанавливаются на бетонные фундаменты без боковой виброизоляции. На такие же фундаменты устанавливают крупные и тяжелые станки класса точности Н (рис. 17.1, в, г).
Станки классов точности В, П и Н легкой и средней массы, не имеющие резко реверсирующих узлов, устанавливают на виброопоры (рис. 17.2, д). Такие же станки с быстро реверсирующими узлами устанавливают на жесткие (клиновые) опоры (рис. 17.2, в, рис. 17.3)
Рис. 17.2. Способы установки станка на фундамент:
а — с подливкой опорной поверхности станины цементным раствором и креплением фундаментными болтами; б — с подливкой без крепления болтами; в, г — на регулируемых жестких опорах; д — на упругих опораx
Рис. 17.3. Опорные башмаки:
а — для установки станка без закрепления фундаментными болтами; б — для установки станка с закреплением фундаментными болтами
При устройстве фундамента из бетона станок можно монтировать через семь дней после укладки бетона, а пуск станка разрешается на 22-й день.
От разрушения маслами фундамент железнят цементным раствором с жидким стеклом.
Фундамент должен обеспечить:
- распределение на грунт сосредоточенной силы веса станка;
- увеличение жесткости станины станка;
- необходимую устойчивость станка при работе за счет понижения центра тяжести;
- увеличение суммарной массы станка и фундамента, что приводит к уменьшению амплитуды вибраций;
- защиту станка от вибраций рядом стоящего оборудования. Фундаменты должны быть компактными, сравнительно небольших размеров и простой формы в очертаниях, удобными для размещения и закрепления станка.
Нужно стремиться к тому, чтобы общий центр тяжести станка и фундамента находились на одной вертикали и располагались в центре площади основания фундамента. Допустимое смещение центров тяжести не должно превышать 3. 5 % от ширины фундамента в зависимости от типа грунта.
Высота фундамента делается как можно меньше, но ширину желательно увеличить (уменьшается опрокидывающий момент). Обязательны боковые зазоры. Подошву всего фундамента желательно расположить на одной глубине. Для влажных грунтов делается подготовка из щебня, крупного гравия.
Площадь подошвы фундамента:

где Q — нагрузка на грунт (вес станка, фундамента, детали); R — допустимое давление на грунт.
Допустимое давление на грунт определяют по формуле

где α — коэффициент, учитывающий характер динамических нагрузок, возникающих при работе технологического оборудования (формовочные машины — α = 0,3 . 0,5 ; молоты — α = 0,4; металлорежущие станки — α = 0,8. 1,0); RH — нормативное удельное давление для грунта (супеси — R н = 2. 3 кг/см 2 , суглинки — RH = 1. 3 кг/см 2 , глина — RH = 1 . 6 кг/см 2 , песок — R Н = 1,5. 3,5 кг/см 2 ).
Вес фундамента Q Ф определяют исходя из веса станка:

где КФ — коэффициент, учитывающий вид нагрузки технологического оборудования (при статической нагрузке — К Ф = 0,6. 1,5, при значительной динамической нагрузке — К Ф = 2. 3); Q СТ — вес станка.
Высота фундамента берется из расчета веса фундамента и площади его основания или с учетом длины заделки фундаментных болтов (рис. 17.4).
Рис. 17.4. Фундаментные болты:
а, б— изогнутые; в — с анкерной плитой
Материалы для фундаментов: бетон, железобетон (реже бутобетон и кирпич) из портландцемента марок 200. 500 (схватывание бетона от 45 мин до 12 ч).
Для ремонта фундаментов используют портландцемент марок 500 и 600. Марка бетона соответствует пределу прочности при сжатии бетонных кубиков 200 x 200 x 200 мм на 28-й день сушки, при температуре 18. 22°С и относительной влажности воздуха 90. 100%.
Ориентировочно глубина фундамента h принимается в зависимости от длины фундамента L :
- для токарных, горизонтально-протяжных станков

- зубообрабатывающих, карусельных, расточных станков
- шлифовальных станков
- продольно-фрезерных и строгальных станков
- поперечно-строгальных, радиально-сверлильных, вертикальнопротяжных и долбежных станков h = 1,0. 2,0 L.




Расстояние от края колодца для анкеров до края фундамента не менее 120 мм, от дна колодца до дна фундамента минимум 100. 150 мм.
Источник
Станки радиально-сверлильной группы
 | ||
 | |
 |
| Радиально-сверлильный станок z3050 |
Коробка подач располагается между шпинделем и электродвигателем шпинделя; вращение от электродвигателя передается через зубчатые зацепления и фрикционные соединительные муфты. Фрикционная муфта позволяет выполнить быстрый реверс при нарезании резьбы, отключение подачи при достижении необходимой глубины сверления и предохранить коробку скоростей от перегрузок.
Головка может перемещаться по направляющим консоли в ручном режиме. Она фиксируется перед выполнением операции сверления в нужном положении при помощи специального зажимного механизма, управляемого отдельной кнопкой.
Поскольку шпиндель смонтирован в выдвижной пиноли, это позволяет сверлить отверстия различной глубины, не перемещая траверсу.
Фиксация поворотной колонны, равно как и зажим/разжим шпиндельной головки на направляющих траверсы, происходит при помощи гидравлических механизмов, управляемых кнопками пульта.
Система подачи СОЖ
Бак СОЖ и насосная установка подачи СОЖ к инструменту также находятся в технологических полостях задней части станка. Выключатель расположен в цоколе колонны. Обратно СОЖ сливается самотеком.
Параметры выбора радиально-сверлильных станков:
- максимальный диаметр, обрабатываемый сверлом в заготовке из стали или чугуна;
- максимальный размер нарезаемой метчиком резьбы;
- мощность электродвигателя шпинделя;
- радиус перемещения шпиндельной бабки;
- угол поворота траверсы;
- максимальное расстояние между столом и торцом шпинделя, определяющее наибольшую высоту обрабатываемой заготовки (за вычетом размеров инструмента);
- максимальное вертикальное перемещение пиноли с инструментом, определяющее глубину обработки;
- диапазон подач и количество ступеней вращения шпинделя;
- наличие системы охлаждения инструмента и заготовки в зоне резания, а также системы смазки.
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Источник