- Фундаменты под швартовное устройство
- Монтаж
- Особенности швартовочных тумб
- Методы изготовления швартовочных тумб
- Процесс приемки готовых тумб
- Маркер как залог качества
- Классификация швартовочных тумб
- Применение кнехтов на различных причальных сооружениях
- Подготовительные работы при монтаже швартовочных тумб
- Непосредственный монтаж кнехтов
- Эту работу можно разделить на следующие этапы:
- Курсы
- Индексы
Фундаменты под швартовное устройство
Общее расположение фундаментов под швартовное устройство показано на рис. 7.50.

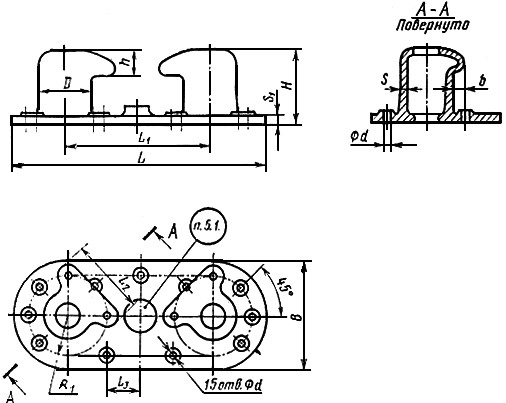
Кнехты состоят из подвижной и неподвижной трубы и устанавливаются на подводной лодке попарно. Кнехты неподвижной трубой ввариваются в обшивку палубы и шпангоуты надстройки и дополнительно раскрепляются бракетами и кницами (рис. 7.51).

Фундаменты под киповые планки выполняются коробчатого типа, по торцам они приварены к шпангоутам и выдвинуты на высоту шумозаглушающего покрытия палубы надстройки.
Фундаменты под швартовный шпиль (рис. 7.52) изготавливаются в виде цилиндрической обечайки, раскрепленной на обшивку прочного корпуса.

Высота фундамента определена таким образом, чтобы турачка швартовного шпиля в опущенном положении находилась на уровне шумозаглушающего покрытия надстройки.
Опорная поверхность раскрепляется кницами, устанавливаемыми по образующим обечайки между крепежными отверстиями. Кницы с поясками доводятся до шпангоутов прочного корпуса. Толщина опорной поверхности выбирается в зависимости от диаметра крепежных болтов швартовного шпиля с учетом припуска на механическую обработку.
Дата добавления: 2020-02-11 ; просмотров: 410 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Монтаж
Правила монтажа (крепления) швартовых тумб ТСО, ТСО и ТСД на опалубки тумбовых массивов береговых причалов.
Во время подрядных работ при строительстве или ремонте гидротехнических сооружений, причалов, пирсов, формировании больверков, для установки швартовных тумб ИТР и рабочие пользуютсятиповыми конструкциями, которыми предусмотрена установка швартовных тумб ТСО, ТСС по ГОСТ 17424-72 на сборных монолитных бетонных и железобетонных элементах верхнего строения, тумбовых массивах, палах и др. cооружениях.
Тип швартовочной тумбы (как крепиться причальная тумба) принимается в соответствии с расчетным усилием на тумбу в зависимости от парусности судна, ветровой нагрузки и принятой схемы швартовки.
Швартовные тумбы типа ТСО на усилие 16-100 тс, тумбы типа ТСС-63 и ТСС-80 могут быть установлены на причалах имеющих подкрановые пути, Прикордонная нитка которых расположена не расстоянии 2, 75 м от кордона. ТСС-100 на расстоянии 3 м и ТСС-125 и ТСС-160 на расстоянии 3, 25 м. Заглубление анкерного устройства, расстояние от кордона и ширина тумбового массива принимаются не менее величин, указанных на соответствующих чертежах при марке бетона не ниже М-300. Крепление швартовных тумб к сооружениям осуществляется при помощи болтов с Т-образной головкой и анкерных устройств.
Анкерное устройство состоит из анкерной рамы АР, коробов, М-1 и Стаканов М-2. Конструктивные элементы анкерных креплений унифицированы. Принятые условные обозначения типоразмеров анкерных устройств: 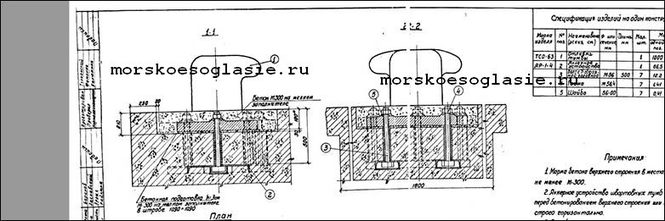 Анкерное устройство (анкерная рама с коробами) устанавливается в опалубку тумбового массива или плиты в проектное положение строго горизонтально и закрепляются таким образом, чтобы при бетонировании исключить возможность сдвига. Перед бетонированием отверстия коробов М-1 под болты должны быть закрытии по возможные попадания в полость короба бетона. Бетонирование тумбового массива или плиты выполняется до штраб. Монтаж швартовной тумбы допускается производить при достижении бетоном 70 процентной марки бетона по прочности. При установке швартовных тумб на плитах ростверка, толщина которых равна высоте, стенки и полки швеллера анкерного устройства должны быть защищены от коррозии краской на основе эпоксидной смолы. При установке тумб на бетонных тумбовых массивах армирование выполняется с учётом площади рабочей арматуры этого элемента.
Анкерное устройство (анкерная рама с коробами) устанавливается в опалубку тумбового массива или плиты в проектное положение строго горизонтально и закрепляются таким образом, чтобы при бетонировании исключить возможность сдвига. Перед бетонированием отверстия коробов М-1 под болты должны быть закрытии по возможные попадания в полость короба бетона. Бетонирование тумбового массива или плиты выполняется до штраб. Монтаж швартовной тумбы допускается производить при достижении бетоном 70 процентной марки бетона по прочности. При установке швартовных тумб на плитах ростверка, толщина которых равна высоте, стенки и полки швеллера анкерного устройства должны быть защищены от коррозии краской на основе эпоксидной смолы. При установке тумб на бетонных тумбовых массивах армирование выполняется с учётом площади рабочей арматуры этого элемента.
Последовательность работ по установки швартовных тумб и деталей их крепления:
Изготовить, собрать и установить в проектное положение анкерное устройство. Установить  необходимую доп. арматуру или армирующий стержень. Забетонировать тумбовый массив или плиту до штраб, указанных в чертежах, предварительно закрыв отверстия коробов. Выполнить в штрабе бетонную подготовку слоем 3 см. по достижении бетоном 70 процентной прочности. Бетона на мелком заполнителе, марка бетона должны соответствовать марке бетона сооружения, но не ниже М-300. Установить анкерные болты и установить отливку тумбы до начала схватывания бетона подготовки. Затянуть гайки анкерных болтов с усилием: для болтов М30-36 — 5тс, 48-56 мм -10 тс. 64-72 20 тс. Натяжение болтов разрешается по достижении бетоном 100% прочности. Зачеканить резьбу на концах болтов над гайками. Заполнить штрабу в плите бетоном на мелком заполнителе. Заполнить внутреннюю полость тумбы бетоном на мелком заполнителе.
необходимую доп. арматуру или армирующий стержень. Забетонировать тумбовый массив или плиту до штраб, указанных в чертежах, предварительно закрыв отверстия коробов. Выполнить в штрабе бетонную подготовку слоем 3 см. по достижении бетоном 70 процентной прочности. Бетона на мелком заполнителе, марка бетона должны соответствовать марке бетона сооружения, но не ниже М-300. Установить анкерные болты и установить отливку тумбы до начала схватывания бетона подготовки. Затянуть гайки анкерных болтов с усилием: для болтов М30-36 — 5тс, 48-56 мм -10 тс. 64-72 20 тс. Натяжение болтов разрешается по достижении бетоном 100% прочности. Зачеканить резьбу на концах болтов над гайками. Заполнить штрабу в плите бетоном на мелком заполнителе. Заполнить внутреннюю полость тумбы бетоном на мелком заполнителе.
ГК «Морское Согласие» квалифицированно осуществляет монтаж швартовных тумб ТСО, ТСС на причал в качестве подряда. Обращайтесь в коммерческий отдел.
Источник
Особенности швартовочных тумб
 Любой порт, причал, пристань или док должны быть обустроены причальными сооружениями. Их задача состоит в том, чтобы обеспечить удобный подход судна к берегу и его надежную швартовку.
Любой порт, причал, пристань или док должны быть обустроены причальными сооружениями. Их задача состоит в том, чтобы обеспечить удобный подход судна к берегу и его надежную швартовку.
Одной из важных деталей всей причальной конструкции является швартовочная тумба. Их производство, как и производство металлоконструкций других видов, требует от производителя большой ответственности на каждом этапе производства.
Сырьем для изготовления обычно служат:
- Чугун марки СЧ 18;
- Сталь и чугун не ниже марки СЧ 18 (т.е. сплав, обладающий подобными техническими характеристиками и физическими свойствами);
- Высокопрочный чугун (ВЧ).
Высокопрочный чугун, или как его еще называют, чугун с шаровидным графитом, заслуживает особого внимания. Данный сплав отличается не только высокой прочностью, но и высокой устойчивостью к коррозии, благодаря чему выполненные из него тумбы служат значительно дольше и надежнее.
Методы изготовления швартовочных тумб
 Существует принципиальное различие в методах изготовления швартовочных тумб.
Существует принципиальное различие в методах изготовления швартовочных тумб.
На сегодняшний день, эти металлоконструкции изготавливаются двумя способами:
Первый способ подразумевает под собой отливку необходимой тумбы в заранее подготовленную форму. Затем, отлитую тумбу подвергают механической обработке на специальном станке, в результате чего с нее удаляют верхний шероховатый слой. После этого тумбы грунтуются в соответствии с ГОСТ в зависимости от климатического исполнения.
Климатическое исполнение «У» предназначено для использования тумб в районах с умеренным климатом, а исполнение с маркировкой «Т» находит применение в районах с тропическим климатом. Грунтовке уделяется особо тщательное внимание, изделия, загрунтованные недостаточным образом, в продажу не поступают. Качество грунтовки выявляется при визуальном осмотре готового изделия.
Процесс приемки готовых тумб
 После того, как изделие прошло все технологические этапы производства и готово поступить в продажу, завод-изготовитель проводит приемо-сдаточные испытания.
После того, как изделие прошло все технологические этапы производства и готово поступить в продажу, завод-изготовитель проводит приемо-сдаточные испытания.
Они включают в себя:
- проверку качества отливки и выявление мелких дефектов;
- контроль соответствия линейных размеров с теми, что предоставлены в чертежах;
- проверку расположения отверстий для крепежных болтов. При наличии отклонений стоит проверить их величину – она не должна быть больше указанной в ГОСТ 14140;
- оценку качества грунтовки;
- проверку массы.
Швартовочные тумбы изготавливаются в различных вариациях, и для каждой из них рассчитаны нормативные нагрузки и предельно допустимая масса. Эти величины прописаны в стандарте ГОСТ 17424-72, именно он регламентирует разработку и производство тумб. Так, например, тумба ТСО-25 должна весить не более 330 кг, ТСО-63 – не более 1000 кг, а ТСО-80 – не более 1500 кг и т.д.
Маркер как залог качества
 Готовая тумба, прошедшая испытания и выпущенная на продажу, должна быть в обязательном порядке промаркирована. Заводской маркер содержит индивидуальный товарный знак, условное обозначение тумбы (ее тип), порядковый номер изделия с учетом внутреннего порядка нумерации предприятия-изготовителя. Тумбы, предназначенные для экспортных поставок, содержат в себе информацию о стране, в которой они произведены.
Готовая тумба, прошедшая испытания и выпущенная на продажу, должна быть в обязательном порядке промаркирована. Заводской маркер содержит индивидуальный товарный знак, условное обозначение тумбы (ее тип), порядковый номер изделия с учетом внутреннего порядка нумерации предприятия-изготовителя. Тумбы, предназначенные для экспортных поставок, содержат в себе информацию о стране, в которой они произведены.
Швартовочные тумбы – изделия, на которые распространяется гарантия. Производитель гарантирует соответствие своей продукции требованиям ГОСТ, а так же ее надежность при соблюдении правил транспортировки, эксплуатации и хранения. Как правило, гарантийный срок составляет 12 месяцев с момента ввода изделия в эксплуатацию, однако устанавливается он не позднее 18 месяцев с момента получения товара клиентом.
Важно помнить, что залогом долгой службы швартовой тумбы является ее правильная установка. Доверять ее стоит исключительно профессионалам, имеющим опыт работы с данными элементами. Верно проведенные подготовительные работы и непосредственный монтаж позволяют эксплуатировать данную металлоконструкцию в течение 25 лет и более.
Источник
Классификация швартовочных тумб
 Швартовочные тумбы – металлоконструкции, являющиеся важными составляющими различных причальных сооружений. Это – литые или пустотелые конструкции, предназначенные для закрепления швартовых тросов. Установка данных элементов проводится как на судне, так и непосредственно на причалах, пристанях или доках.
Швартовочные тумбы – металлоконструкции, являющиеся важными составляющими различных причальных сооружений. Это – литые или пустотелые конструкции, предназначенные для закрепления швартовых тросов. Установка данных элементов проводится как на судне, так и непосредственно на причалах, пристанях или доках.
В зависимости от вида судна и предполагаемых способах его швартовки, инженерами подбирается тип швартовочных тумб, или как их еще принято называть – кнехтов.
В общем, данные конструкции можно разделить на следующие виды:
- Однокозырьковые сменяемые тумбы (ТСО);
- Сменяемые стопорные тумбы (ТСС);
- Стопорные тумбы (ТС).
Изготовление кнехтов всех видов проходит в жестком соответствии с ГОСТом, им же регламентируется условия их монтажа. Каждый вид тумб имеет свою допустимую нагрузку, которую непременно стоит учитывать при проектировании всей будущей конструкции.
Применение кнехтов на различных причальных сооружениях
 Стандартом ГОСТ 17424-72 предписаны рекомендации по установке того или иного вида швартовочных тумб на причальных сооружениях различного вида.
Стандартом ГОСТ 17424-72 предписаны рекомендации по установке того или иного вида швартовочных тумб на причальных сооружениях различного вида.
Причальные сооружения, рассчитанные на одностороннюю швартовку судов, лучше всего снабжать однокозырьковыми тумбами (марки ТСО). А вот применение этих конструкций на судоремонтных причалах стандартом не рекомендуется. При необходимости одно- или двухсторонней швартовки высокобортных судов, причалы рекомендуется снабжать стопорными тумбами (марки ТС).
Для швартовки двух судов, находящихся на смежных причалах, рекомендовано устанавливать двухголовые тумбы. Как правило, эти конструкции монтируются на границе двух соседних причальных сооружений.
Непосредственный монтаж тумб на пристанях и причалах проводится в полном соответствии со строительными рабочими чертежами, которые прошли согласование в положенном порядке.
Подготовительные работы при монтаже швартовочных тумб
 Установке любого вида металлоконструкций предшествуют подготовительные работы. Для швартовочных тумб – это установка анкерного устройства. Оно размещается в опалубку плиты или тумбового массива строго в горизонтальном положении, затем анкер закрепляется так, чтобы при последующем бетонировании исключить возможность его сдвига или смещения.
Установке любого вида металлоконструкций предшествуют подготовительные работы. Для швартовочных тумб – это установка анкерного устройства. Оно размещается в опалубку плиты или тумбового массива строго в горизонтальном положении, затем анкер закрепляется так, чтобы при последующем бетонировании исключить возможность его сдвига или смещения.
Важно укрыть все отверстия коробов, предназначенные для крепления болтов, от возможного попадания бетона. После этого происходит бетонирование тумбового массива (плиты). Данный процесс осуществляется в соответствии с рабочими чертежами, заливка бетона происходит вплоть до штраб. Непосредственный монтаж швартовочных тумб может проводиться только после достижения бетона своей 70% прочности.
Для каждой отдельной марки бетона эта величина индивидуальна, поэтому рассчитать ее стоит заранее. Важно помнить, что в большинстве случаев при бетонировании основания для швартовочных тумб используется бетон марки не ниже М-300.
Непосредственный монтаж кнехтов
Когда подготовительные работы по установке швартовочных тумб завершены, стоит приступать к их дальнейшему монтажу.
 Эту работу можно разделить на следующие этапы:
Эту работу можно разделить на следующие этапы:
 Эту работу можно разделить на следующие этапы:
Эту работу можно разделить на следующие этапы:- Выполнение бетонной подготовки слоем в 3 см. Делается это только тогда, когда бетон, залитый в основание тумбы, достиг 70% прочности;
- Пока бетон подготовки не начал схватываться, устанавливается отливка тумбы и анкерные болты;
- Затяжка анкерных болтов. Она происходит с точно заданными усилиями. Болты, диаметром 30-36 мм затягиваются с усилием 6 тс, диаметром 48-56 мм – с усилием в 10 тс, а с диаметром 64-72 мм – с усилием 20 тс. Натяжение болтов нужно проводить только тогда, когда бетон достиг 100% прочности;
- Резьба на концах болтов (над гайками) зачеканивается;
- Бетоном на мелком наполнителе в плите выполняется штраба;
- Внутренняя полость тумбы так же заполняется бетоном на мелком наполнителе.
Правильно установленная швартовочная тумба способна бесперебойно служить до 25 лет, поэтому доверять этот ответственный и сложный процесс стоит только профессионалам.
Источник
Курсы
Индексы
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТУМБЫ ШВАРТОВНЫЕ МОРСКИЕ
See bollards. Specifications
Дата введения 1973-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 7 января 1972 г. N 63
ПРОВЕРЕН в 1979 г. Срок действия ограничен до 01.01.1984 г.*
______________________
* Ограничение срока действия снято Постановлением Госстандарта от 18.12.84 N 4602. (ИУС N 3, 1985 год). — Примечание .
ПЕРЕИЗДАНИЕ (май 1980 г.) с Изменением N 1, Пост. N 3766 28.09.1979 г.
Настоящий стандарт распространяется на морские швартовные тумбы типов ТСО, ТСД и ТСС, предназначенные для установки на причальных сооружениях, изготовляемые для нужд народного хозяйства и для поставки на экспорт.
Вид климатического исполнения тумб — У категории 1 по ГОСТ 15150-69 для эксплуатации на побережьях.
Тумбы климатического исполнения Т по ГОСТ 15150-69 должны удовлетворять требованиям ГОСТ 15151-69 и настоящего стандарта.
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.2. Основные параметры, размеры и масса тумб типа ТСО должны соответствовать указанным на черт.1 и в табл.1.

Нормативная нагрузка, тс










Масса, кг, не более
Пример условного обозначения однокозырьковой швартовной тумбы на нормативную нагрузку 63 тс, предназначенной для эксплуатации в микроклиматических районах с умеренным климатом:
Тумба ТСО-63-У ГОСТ 17424-72.
1.3. Основные параметры, размеры и масса тумб типа ТСД должны соответствовать указанным на черт.2 и в табл.2.
Нормативная нагрузка, тс





Масса, кг, не более
Сум-
марная на два ствола
____________
* Изготовляют только для нужд народного хозяйства.
Пример условного обозначения двухголовой тумбы на нормативную нагрузку (суммарную на два ствола) 63 тс при нормативной нагрузке на один ствол 40 тс, предназначенную для эксплуатации в микроклиматических районах с тропическим климатом:
Тумба ТСД-63/40-Т ГОСТ 17424-72.
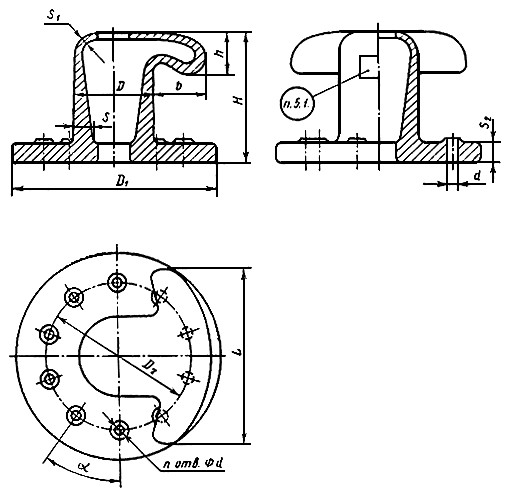
1.4. Основные параметры, размеры и масса тумб типа ТСС должны соответствовать указанным на черт.3 и в табл.3.
Норма-
тивная нагрузка, тс

 , град
, град
Масса, кг, не более
________________
* Изготовляют только для нужд народного хозяйства.
Пример условного обозначения стопорной тумбы на нормативную нагрузку 100 тс, предназначенной для эксплуатации в микроклиматических районах с умеренным климатом:
Тумба ТСС-100-У ГОСТ 17424-72
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Тумбы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Тумбы должны изготовляться из чугуна марки СЧ 18-36 по ГОСТ 1412-79. Допускается изготовление тумб из чугуна других марок или стального литья при условии, что по механическим свойствам и технологическим характеристикам они будут не ниже свойств чугуна СЧ 18-36.
2.3. Требования к отливкам тумб — по ГОСТ 1412-79.
2.4. Допускаемые отклонения от размеров и массы отливок должны соответствовать классу точности III по ГОСТ 1855-55.
2.6. Тумбы должны быть загрунтованы. Грунтовка тумб климатического исполнения У по ГОСТ 15150-69 должна удовлетворять требованиям ГОСТ 9.074-77, а исполнения Т — ГОСТ 15157-69. Не допускается наличие незагрунтованных участков.
2.7. Средний срок службы тумб — не менее 25 лет.
2.8. Отклонения расположения отверстий под крепежные болты не должны превышать указанных в ГОСТ 14140-69.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для контроля качества тумб должны проводиться приемо-сдаточные испытания.
3.2. Для проведения приемо-сдаточных испытаний должна предъявляться каждая тумба.
3.3. В процессе приемо-сдаточных испытаний необходимо контролировать:
3.4. После исправления выявленных устранимых дефектов допускается повторное предъявление тумб для контроля.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Методы контроля отливки — по ГОСТ 1412-79.
4.2. Качество грунтовки контролируют визуально.
5. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На тумбах должна быть отлита или выбита следующая маркировка:
а) товарный знак предприятия-изготовителя;
б) условное обозначение тумбы;
в) порядковый номер тумбы по системе нумерации предприятия-изготовителя;
г) «Made in USSR» (для тумб, изготовляемых для поставки на экспорт).
5.3. Транспортная маркировка по ГОСТ 14192-77.
5.4. Упаковка категории КУ-О по ГОСТ 23170-78.
5.5. Условия транспортирования в части воздействия механических факторов внешней среды — жесткие по ГОСТ 23170-78.
5.6. Условия транспортирования в части воздействия климатических факторов — ОЖ1 по ГОСТ 15150-69. Тумбы транспортируются всеми видами транспорта на открытых транспортных средствах.
5.7. Условия хранения в части воздействия климатических факторов — ОЖЗ по ГОСТ 15150-69 для тумб исполнения У и ОЖ1 — для тумб исполнения Т. Допускается хранение на открытых площадках.
6. ГАРАНТИИ ПОСТАВЩИКА
6.1. Поставщик должен гарантировать соответствие тумб требованиям настоящего стандарта при соблюдении правил эксплуатации и хранения.
Гарантийный срок эксплуатации устанавливается 12 месяцев со дня ввода в эксплуатацию, но не позднее 18 месяцев со дня получения продукции потребителем.
7. УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
7.1. Однокозырьковые тумбы следует устанавливать на причальных сооружениях, предназначенных для односторонней швартовки судов. Применение этих тумб для судоремонтных причальных сооружений не рекомендуется.
7.2. Двухголовые тумбы, предназначенные для швартовки двух судов, стоящих на смежных причалах, следует устанавливать на границе этих причалов.
7.3. Стопорные тумбы следует устанавливать на портовых и судоремонтных причальных сооружениях, предназначенных для односторонней и двухсторонней швартовки высокобортных судов.
7.4. Монтаж тумб на причальных сооружениях должен производиться в соответствии с рабочими строительными чертежами, утвержденными в установленном порядке.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1980
Источник