- § 96. СООРУЖЕНИЕ ТОННЕЛЬНОЙ ОБДЕЛКИ ИЗ ТЮБИНГОВ, БЛОКОВ И ПРЕССОВАННОГО БЕТОНА (ч. 1)
- Фундамент под тюбинг это
- Фундамент
- 3.503.9-80, вып.1
- 01-004-0024
- Тюбинг
- Фундамент под тюбинг это
- Подробное описание
- Фундамент под тюбинг это
- Фундамент
- 3.017-1, вып.1
- 03-027-0003
- Тюбинг
- Фундамент под тюбинг это
- Фундамент
- 3.503.9-80, вып.1
- 01-004-0025
- Тюбинг
§ 96. СООРУЖЕНИЕ ТОННЕЛЬНОЙ ОБДЕЛКИ ИЗ ТЮБИНГОВ, БЛОКОВ И ПРЕССОВАННОГО БЕТОНА (ч. 1)
Монтаж тюбингов. Элементы тоннельной обделки подают непосредственно к захватывающему приспособлению механического укладчика на специальных вагонетках платформенного типа или при помощи рольганга.
Для прикрепления чугунных и железобетонных тюбингов к захвату укладчика обычно используют болтовые отверстия, имеющиеся в круговых бортах, или отверстия в дополнительном ребре.
Средства прикрепления элементов обделки к захвату эректора принимают в зависимости от размеров, массы и конструктивной формы элементов (см. § 92).
К числу важных условий ведения монтажных работ, обеспечивающих правильность укладки и надежность работы собранного кольца обделки, относится особая тщательность очистки бортов, постановки болтовых связей и временных оправок конической формы, натяжения болтов. Наличие на стыкуемых поверхностях тюбингов каких-либо твердых частиц может служить причиной неплотного соприкасания бортов и даже их излома от давления домкратов.
Постановка болтов и их натяжение производятся сразу после укладки очередного тюбинга. Для соблюдения требуемой точности используют 2—3 оправки, забиваемые в болтовые отверстия каждого тюбинга. Эти оправки заменяют болтами после укладки очередного тюбинга. Как правило, первым укладывают нижний тюбинг, к которому последовательно и симметрично с обеих сторон приболчивают остальные тюбинги.
Сборку нижних тюбингов следует выполнять особенно тщательно, по данным маркшейдерской службы. Сборку последующих тюбингов допускается вести лишь после проверки правильности укладки предыдущих. Ключевой тюбинг заводят на место последним; при его установке рычаг укладчика перемещается радиально.
Одновременно с укладкой тюбингов должна производиться постановка гидроизоляционных шайб и натяжение болтов при помощи электрического или пневматического инструмента, обеспечивающего расчетное напряжение болтов с последующим доболчиванием.
При сболчивании железобетонных тюбингов необходимо учитывать иную — временную — роль болтовых связей, поэтому степень напряжения болтов должна быть ограничена по условиям прочности бортов.
При сборке обделки особое внимание должно быть обращено на обеспечение и сохранение правильной круговой формы тоннельной обделки, что контролируется в каждом кольце измерениями величии горизонтального, вертикального и наклонных диаметров (допустимые отклонения ±25 мм). Необходимо следить за тем, чтобы кольцевые борта каждого собранного кольца находились в одной плоскости, в этом случае усилия, развиваемые щитовыми домкратами, распределяются равномерно.
Чтобы форма кольца обделки не исказилась под влиянием собственного веса, в процессе сборки кольца применяют дубовые или металлические прокладки, помещаемые между тюбингами и оболочкой щита. С той же целью используют стальные стяжки с натяжными устройствами (см. § 78). Эти стяжки могут быть сняты в месте прекращения деформации в обделке, т.е. после нагнетания раствора.
Лопнувшие тюбинги должны быть по возможности удалены. При незначительных трещинах, не влияющих на водонепроницаемость обделки, тюбинги могут быть исправлены и усилены чеканкой и применением стяжек. Для обнаружения и исправления возможных дефектов обделки необходимо осуществлять регулярный и тщательный надзор. Контрольное подтягивание болтов проводят во время передвижки щита, так как при этом используется эффект обжатия колец давлением щитовых домкратов.
Монтаж блоков. Сборка колец обделки из блоков в зависимости от их массы и площади поперечного сечения тоннеля требует применения рычажных или дуговых укладчиков. При массе блока до 3 т может быть использован рычажный укладчик, при помощи которого ведут монтаж обделки от нижнего элемента к замковому с соблюдением условий, подобных указанным выше.
В блоках имеются отверстия для нагнетания раствора, которые в процессе монтажа используют для крепления блока к укладчику, а также петлеобразные выпуски арматуры или углубления — карманы. Закрепляют блоки к укладчику при помощи специальных захватов (см. рис. 325).
Обычно сборку кольца обделки начинают с укладки нижнего блока, остальные укладывают попеременно и симметрично с обеих сторон до половины кольца с тщательной проверкой положения каждого блока. При укладке блоков верхней половины их поддерживают двутавровыми балками, смонтированными на опорной конструкции укладчика. При использовании блокоукладчиков кассетного типа блоки укладывают только в нижней части с последующим перемещением по кольцу.
При возведении кольцевых обделок из крупных железобетонных блоков в транспортном строительстве и средних при сооружении коллекторных тоннелей применяют блокоукладчики дугового типа (см. § 93).
Рассмотрим последовательность работ применительно к четырехблочной обделке (см. рис. 246).
Доставленный на специальной платформе блок массой 5—6 т поворачивают на 90° и перемещают в плоскость собираемого кольца обделки при помощи двух электроталей. Затем блок перемещают по роликам 1 дуги 2 укладчика при помощи лебедки 3, укладывают в верхнее положение и поддерживают при помощи фиксаторов 5 до замыкания кольца. Второй блок поднимают другой лебедкой до соприкасания торцов блоков и устанавливают стержень, связывающий выпущенную петлевую арматуру. Третий блок укладывают и крепят на месте таким же способом, используя первую лебедку. Четвертый, нижний блок устанавливают в лотковой части при помощи электроталей.
После этого в торцах между нижним и боковыми блоками укладывают временные бетонные вкладыши и передвигают щит. При этом происходит относительное смещение поддерживающих балок укладчика и уложенных блоков обделки, в результате чего в плоскость уложенного кольца попадают радиальные гидравлические домкраты 4, помещенные на концах балок укладчика; после этого три верхних блока приводятся в проектное положение при помощи радиальных домкратов. Стыки нижнего блока заполняют жестким бетоном на быстротвердеющем цементе.
В случае сооружения незамкнутых обделок при проходке полущитом целесообразно применять блокоукладчик, средняя часть дуги которого является подъемным звеном (рис. 340).
Блок 1, уложенный на подъемное звено 2, поднимают вверх при помощи двух лебедок 3 и затем перемещают по дуге 4 блокоукладчика в проектное положение. Замковый блок устанавливают на место непосредственным подъемом.
Источник
Фундамент под тюбинг это

Завод железобетонных изделий



Работаем с 9 00 — 18 00
Режим работы:
Пн-Пт 9.00 — 18.00
Телефоны для заказов, c 9 до 18 часов
+7 812 716-50-70
+7 812 716-70-80
E-mail для отправления заявок:
Мы предлагаем широкий ассортимент бетонных и железобетонных изделий по адекватным ценам. Покупая бетонные и железобетонные изделия у нас, вы можете быть уверены в их качестве.
- Тюбинг. Завод железобетонных изделий
- Изделия
- Дорожное строительство
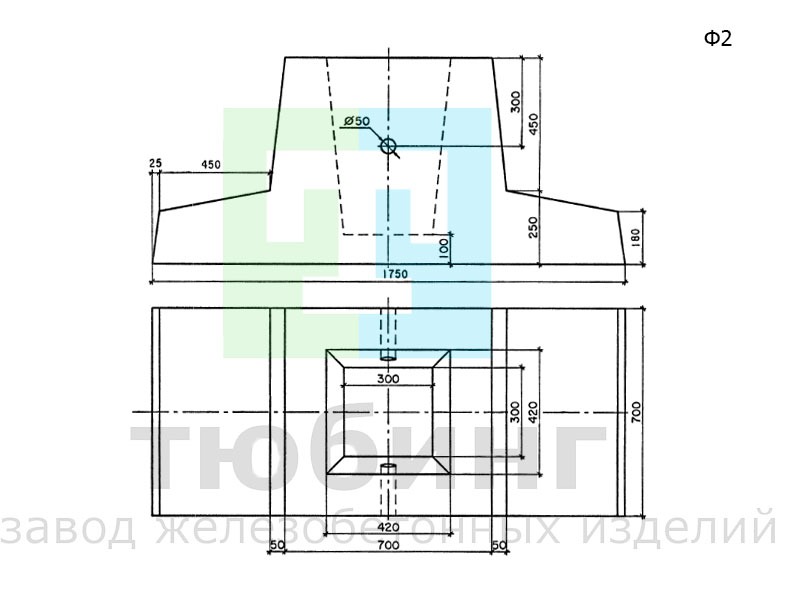
- Стойки СКЖ, фундаменты Ф1, Ф2, Ф3 по серии 3.503.9-80. Выпуск 1. Опоры дорожных знаков на автомобильных дорогах.
- Фундамент железобетонный Ф1 по серии 3.503.9-80. Выпуск 1.

- Цена изделия
- 5 930 руб.
- +1) BX(‘quantity’).value—;»>-
 В корзину
В корзину- Задать вопрос
 В корзину
В корзину| Наименование |
| Длина | Ширина | Высота |
|---|---|---|
| 1750 мм | 700 мм | 700 мм |
Производительность (в сутки): 2
Объем бетона: 0.44м³.
Подробное описание
Железобетонные фундаменты для дорожного знака предназначены для постоянной или временной фиксации знака на автомобильных дорогах, подъездных промышленных и внутрихозяйственных дорогах.
Характеристики материала для производства фундамента Ф-2:
- класс бетона по прочности на сжатие В25
- отпускная прочность 80%, фактическая отпускная прочность бетона на сжатие МПа 31,95
- марка бетона по морозостойкости F300, марка бетона по водонепроницаемости W6.
- используются закладные детали, армирование согласно серий, ГОСТов, и ТУ 5476-001-65715402-2012.
ЖБИ-изделия производятся на заводе по технологии Вибролитьё.
Отгрузка любыми видами транспорта в любую точку страны.
Источник
Фундамент под тюбинг это
Завод железобетонных изделий



Работаем с 9 00 — 18 00
Режим работы:
Пн-Пт 9.00 — 18.00
Телефоны для заказов, c 9 до 18 часов
+7 812 716-50-70
+7 812 716-70-80
E-mail для отправления заявок:
Мы предлагаем широкий ассортимент бетонных и железобетонных изделий по адекватным ценам. Покупая бетонные и железобетонные изделия у нас, вы можете быть уверены в их качестве.
- Тюбинг. Завод железобетонных изделий
- Изделия
- Промышленное и гражданское строительство
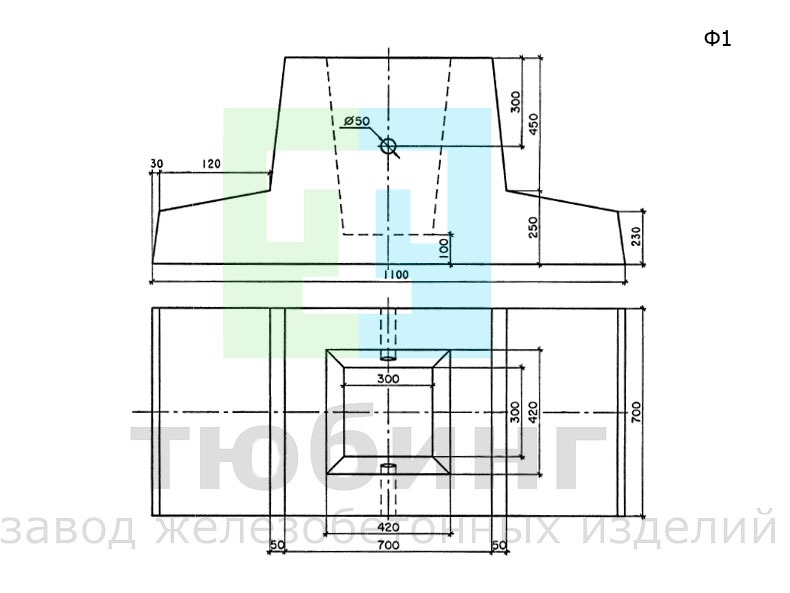
- Элементы ограждений по серии 3.017-1, 3.017-3.
- Фундамент Ф1 по серии 3.017-1, вып.1

- Цена изделия
- 5 180 руб.
- +1) BX(‘quantity’).value—;»>-
- В корзину
- Задать вопрос
 В корзину
В корзину| Наименование |

| Наименование |