- Футеровочные работы — технология и особенности проведения работ
- Технология футеровочных работ
- Особенности футеровочных работ
- Футеровка
- Содержание
- Футеровка доменной печи
- Применяемые огнеупоры
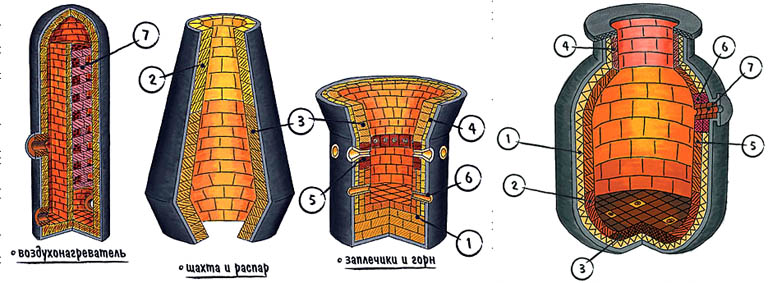
- Лещадь
- Шахта и распар
- Колошник
- Футеровка печи: суть и назначение, как проводится для различных печей
- Назначение футеровки печи
- Большие промышленные
- Видео: ювелирная печь из плиты, являющейся корпусом и футеровкой
- Футеровка по кирпичу
- Кирпич для футеровки
- Кладочные растворы
- Листовые материалы
- Видео: монтаж футеровочных вермикулитовых плит
- Видео: футеровка двухколпаковой печи
- Клей вместо раствора
- Порядок производства работ
- Видео: подробная кладка и футеровка кирпичной печи
- Ремонтная футеровка
- Футеровка по металлу
- Видео: футеровка кузнечной газовой печи
- Футеровка индукционных печей
- Видео: футеровка индукционной печи
Футеровочные работы — технология и особенности проведения работ
Футеровочные работы представляют собой непосредственно работы по укладыванию и укреплению различных конструкций, в зависимости от назначения этих конструкций. Футеровка обеспечивает защитные свойства конструкций от всевозможных повреждений механического и физического характера.
Как правило, в основном футеровочные работы проводятся в металлургическом производстве, где основным элементом являются доменные печи. Так же футеровке подвергаются и дополнительные части доменных печей, такие ковши, трубы и топки.
Футеровочные работы для данных элементов являются необходимыми, поскольку посредством ее проведения повышается такое качество металлургического оборудования, как огнестойкость и повышается устойчивость к различным видам механических воздействий. После проведения футеровочных работ, печи достаточно стойко выносят такие воздействия, как повышенное трение, они защищены от различного рода налипания и способны служить более долгий срок.
Технология футеровочных работ
Футеровочные работы проводятся посредством нанесения на внутреннюю поверхность изделия такого специального средства, которое изготовлено на вермикулитной основе. Данное вещество обладает множеством качеств, которые необходимы для продления срока службы изделий. К этим качествам можно отнести следующие, такие как повышение огнеупорности материала, и его теплостойкости. Данный материал хорошо переносит всевозможные химические воздействия и является хорошим изоляционным материалом. Таким образом, данный материал является еще и минимально электропроводным.

Для проведения футеровочных работ доменных печей используются такие огнеупорные материалы, как кирпич шамотного типа. Данный материал очень высокого качества. Так же в ход идут блоки углеродистого типа, кирпич, содержащий повышенное количество глиноземного материала. В некоторых случаях для проведения футеровки печей доменного типа используется кирпич карбидокремниевого состава.
Особенности футеровочных работ
Сам процесс футеровочных работ состоит из выкладывания поэтапно всех типов огнеупорных материалов. Так самую нижнюю часть доменной печи, которая называется лещадью, выкладывают кирпичными блоками, содержащими высокий уровень глиноземного материала. Пространство, которое образуется при такой кладке, затирается специальной замазкой. Которая изготавливается из мертельного материала, которое должно быть соответствующим типу кирпича, применяемого в кладке. Мертельный материал получают посредством смешивания шамота, который измельчен в порошкообразную консистенцию и глины.
Если данный материал используется в кладке ответственного характера, то туда непременно добавляются такие компоненты как сода и барда сульфитно-спиртового состава. Данное вещество добавляют для большей клейкости материала и таким образом для большего схватывания кирпича. Между блоками, которые являются углеродистыми, шовное пространство заполняется другим веществом. А именно специальной пастообразной массой, которая изготовлена из таких веществ, как кокс и смоло-пек.
Собственно весь процесс футеровочных работ состоит из кладки огнеупорных материалов и промазыванию швов между этими материалами. Футеровочные работы не являются работами повышенной сложности, хотя они достаточно трудоемки. Главным условием здесь является использование материалов специального назначения и состава. А так же важным является соблюдение всех рабочих регламентов и соблюдение всех техник безопасности.
Источник
Футеровка
Футеровка — специальная отделка для обеспечения защиты поверхностей от возможных механических или физических повреждений. Например, в горно-металлургической промышленности постоянно возникает проблема защиты оборудования, связанного с перегрузкой и перевозкой различных материалов, от ударных, истирающих и налипающих воздействий, для решения которой с успехом используется футеровка. Футеровка печей производится для того, чтобы усилить огнестойкость материалов, из которых изготовлена печь. Преимущества применения слоисто-пористых материалов и изделий на их основе, таких, как вермикулит, для того, чтобы футеровка была надежной и качественной, продиктованы следующим: материал пожаробезопасный, имеет высокие показатели теплостойкости и огнеупорности, химически инертен, имеет высокие изоляционные свойства (то есть минимальную электропроводность).

на страницу обсуждения участника, создавшего статью
Автору статьи: Авторские права, Получение разрешений, Что делать?
Содержание
Футеровка доменной печи
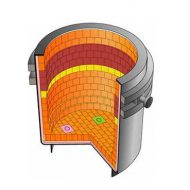
Огнеупорная футеровка (кладка) доменной печи предназначена для уменьшения тепловых потерь и предохранения кожуха от воздействия высоких температур и от контакта с жидким металлом и шлаком.
Применяемые огнеупоры
Для футеровки доменной печи применяют качественный (доменный) шамотный кирпич, высокоглиноземистый кирпич, углеродистые блоки, иногда карбидокремниевый кирпич. Основу шамота составляют SiО2 и Аl2О3. Для доменных печей стандартом предусмотрено три сорта шамотных изделий с содержанием Аl2О3 соответственно не менее 43, 41 и 39 %; они отличаются повышенной плотностью и прочностью, высокой огнеупорностью (> 1750 °C), низким содержанием Аl2О3 ( 1730 °C), прочностью и плотностью. Кирпич может быть длиной 230 мм (нормальный) и 345 мм (полуторный). Применение кирпичей различной длины обеспечивает хорошее переплетение швов кладки. Высокоглиноземистый муллитовый кирпич, применяемый для кладки лещади, содержит > 63 % Аl2О3 при огнеупорности > 1800 °C. Доменный карбидокремниевый кирпич содержит > 72 % SiC и > 7 % азота и отличается от огнеупоров на основе Аl2О3 и SiO2 заметно большей прочностью и теплопроводностью. Углеродистые блоки изготовляют из кокса и обожженного антрацита с добавкой в качестве связующего небольшого количества каменноугольного пека. Длина блоков достигает 3-4 м, они прямоугольного сечения 400×400 и 550×550 мм. Блоки в комбинации с высокоглиноземистым кирпичом больших размеров (400x200x100 мм) применяют для кладки самой нижней части печи — лещади. Швы между огнеупорными кирпичами заполняют раствором, изготовленным из мертелей, соответствующих классу кирпича. Мертель — это порошок, состоящий из измельченного шамота и огнеупорной глины. Для ответственных видов кладки применяют мертели с добавкой небольших количеств поверхностно-активных и клеящих веществ (сода, сульфитно-спиртовая барда), что позволяет приготавливать растворы с меньшей влажностью при одновременном повышении их пластичности. Для заполнения швов между углеродистыми блоками применяют углеродистую пасту, состоящую из кокса и смоло-пека. Зазор между блоками допускается не более 0,5 мм для вертикальных и не более 1,5 мм для горизонтальных швов.
Лещадь
Ранее лещади доменных печей выкладывали из качественного шамотного кирпича. Однако рост объёма печей и интенсификация плавки вызывали быстрое разрушение такой кладки. Поэтому в настоящее время лещади делают либо цельноуглеродистыми, либо комбинированными из углеродистых и высокоглиноземистых огнеупоров. Применение углеродистых огнеупоров вызвано тем, что из-за их высокой теплопроводности снижается перегрев и вследствие этого уменьшается разрушение кладки лещади. Один из вариантов кладки цельноуглеродистой лещади из углеродистых блоков показан на рис. 22. В комбинированной лещади, один из вариантов которой показан на рис. 25, её низ 1 и наружную часть (стакан) 4 выкладывают из углеродистых блоков, а внутреннюю центральную часть 2 и высокоглиноземистых муллитовых изделий, содержащих более 65 % Аl2О3]. Высота лещади составляет
5,6 м; это необходимо, поскольку за многие месяцы эксплуатации печи происходит разрушение кладки жидким чугуном, и в лещади образуется заполненная жидким чугуном полость, могущая достигать фундамента печи (см. рис. 48). С тем, чтобы уменьшить износ лещади, в современных печах предусматривают воздушное охлаждение её низа. Между низом лещади 1 и пнем 8 фундамента закладывают чугунные плиты 7 толщиной 180 мм; в плиты залиты стальные трубки диаметром 140 мм, в которые вентилятором подают охлаждающий воздух. Снаружи кладку лещади охлаждают гладкими плитовыми холодильниками 3.
Футеровку горна до уровня фурм выполняют из углеродистых блоков, а в районах фурм и чугунных и шлаковых леток из шамотного (> 42 % Аl2О3) кирпича, поскольку углерод здесь может окисляться кислородом дутья, диоксидом углерода (С02), а также парами воды из огнеупорных масс. При работе на безводных леточных массах район чугунных леток делают из углеродистых блоков. Для предотвращения окисления углеродистых блоков в период задувки печи их защищают кладкой (рис. 25, 6) в один ряд из шамотного кирпича. Толщина футеровки у низа горна достигает 1600 мм. Снаружи кладку горна охлаждают гладкими плитовыми холо-дильниками. Заплечики. Кладку заплечиков чаще всего делают тонко-стенной (толщина 230 или 345 мм) из шамотного (> 42 % Аl2О3) кирпича в один ряд, при этом кирпич примыкает к периферийным плитовым холодильникам с залитым кирпичом (рис. 26). Иногда вместо шамота применяют карбидокремниевые кирпичи. Кладка заплечиков быстро изнашивается и вместо неё на поверхности холодильников формируется слой гарнисажа (застывшего шлака и мелких кусков шихты).
Шахта и распар
Кладку распара и охлаждаемой части шахты (
2/3 её высоты снизу) выполняют из шамотного (> 41-42 % Аl2О3) или карбидокремниевого кирпича, а кладку верхней неохлаждаемой части шахты из шамота, содержащего > 39 % Аl2О3. Кирпичи укладывают в два—три ряда вперевязку (рис. 2б). Кладка шахты с распаром может быть толсто-, средне- и тонкостенной. В прежние годы широко применяли толстостенную кладку (толщина верха шахты 800—900 мм и до 1300 мм в районе распара) с горизонтальными холодильниками, заглубленными в кладку и служащими её опорой (расположение таких холодильников можно видеть на рис. 27). Однако в связи с тем, что холодильники расположены на расстоянии друг от друга, плохо охлаждается кожух, и после износа футеровки возникают его местные перегревы, вызывая термическую деформацию и возможность появления трещин. Кроме того, вырезы в кожухе для установки горизонтальных холодильников снижают его прочность и делают кожух менее герметичным. В связи с этим в последние годы делают тонко- и среднестенные шахты. Тонкостенная шахта (и распар) имеет в охлаждаемой части толщину кладки 230—345 мм и в верхней неохлаждаемой части 575—690 мм с охлаждением вертикальными ребристыми холодильниками (рис. 26), причем часть холодильников имеет горизонтальные выступы, которые служат опорой для кладки и способствуют удержанию гарнисажа. Среднестенная шахта имеет толщину кладки в охлаждаемой части 575—900 мм и в неохлаждаемой 700 мм, охлаждение либо комбинированное из вертикальных ребристых холодильников в сочетании с горизонтальными (как на рис. 27), либо из вертикальных ребристых холодильников, имеющих горизонтальные выступы (как на рис. 26). В распаре и охлаждаемой части шахты по мере износа кирпича образуется слой гарнисажа. С тем, чтобы уменьшить давление от расширяющейся при нагреве кладки на кожух печи и предотвратить его разрыв, между футеровкой и вертикальными холодильниками по всей высоте печи (кроме распара) предусматривают зазор в 70—200 мм, заполняемый шамото-асбестовой или пластичной углеродистой массой.
Колошник
Собственно футеровка колошника состоит из одного ряда шамотного кирпича, выкладываемого у кожуха. За ним располагают «колошниковую защиту», которая воспринимает удары падающих сверху в процессе загрузки кусков шихты. Широко распространенная её разновидность состоит из стальных сегментов — литых полых коробок, заполненных шамотным кирпичом. Сегменты (рис. 28) расположены несколькими кольцевыми рядами по высоте колошника; соседние по окружности сегменты соединены между собой болтами. Вся колошниковая защита крепится к кожуху с помощью нескольких подвесок, в каждой из которых (см. рис. 28) сегменты прикреплены к вертикальной пластине, соединенной с серьгой, которая свободно подвешена на штыре, вставленном в отверстие кронштейна; последний прикреплен к кожуху болтами. Такая подвеска позволяет всем сегментам перемешаться вверх в случае роста кладки шахты в вертикальном направлении в результате её нагрева.
Источник
Футеровка печи: суть и назначение, как проводится для различных печей
Автор: Колесников Юрий Фёдорович, инженер-теплоэнергетик*
© При использовании материалов сайта (цитат, изображений) указание источника обязательно.
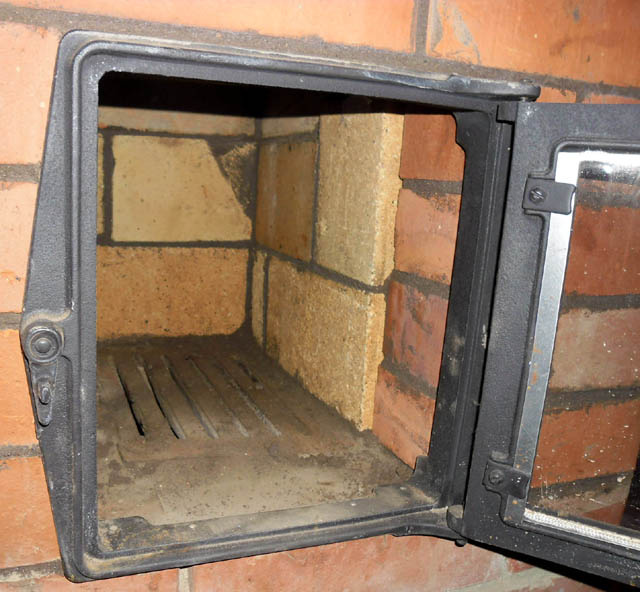
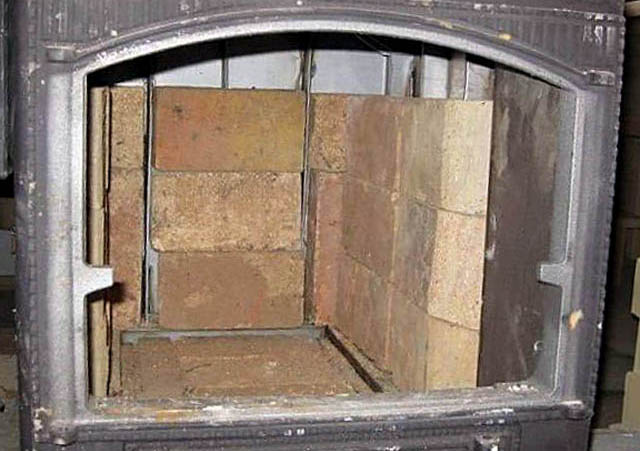
Термин футеровка происходит от немецкого futter – подкладка. В технике и строительстве футеровка значит отделка, несущая определенные защитные и, возможно, технологические функции. К внешнему виду футеровки каких-либо требований не предъявляется. Напр., отрезки вновь укладываемых трубопроводов, уже покрытых изоляцией, перед протяжкой под существующими дополнительно футеруются снаружи. Футеровка печи производится изнутри, т.е. со стороны наибольшего разрушающего воздействия.

Примеры футеровки печей различного назначения
По технологии производства работ внутренняя огнеупорная футеровка печей различного назначения делится на:
- Накладную (внакладку) – облицовку штучными или листовыми огнеупорными материалами.
- Набивную – промазыванием кладки вручную вязкими жаростойкими составами.
- Торкретированием – набрызгом под довольно большим давлением текучей жаростойкой смеси из специального аппарата; как правило, торкретируют футеруемые поверхности жаропрочным бетоном.
Торкретированием футеруют печи, разливочные ковши, трубопроводы, дымовые трубы и т.п. достаточно большого объема, чтобы внутри мог поместиться рабочий-оператор с аппаратурой. Торкретирование применимо для подвижного оборудования (литейных ковшей, термосов для перевозки расплавленного металла и др.), но требует солидной профессиональной подготовки и специального оборудования, вне производственных условий неприменимого, поэтому далее в этой статье не рассматривается. Малые печи футеруют почти исключительно внакладку; иногда для ремонта применяют набивную футеровку.
Примечание: внешняя футеровка теплотехнических приборов называется обмазкой, т.к. очень сильно отличается от внутренней огнестойкой. Напр., паровые котлы довольно часто обмазывают снаружи, чтобы уменьшить теплопотери и риск выхода наружу перегретого пара при аварии.
Назначение футеровки печи
Способов производства конкретных видов только печных футеровочных работ существует множество. Типов футеровочных материалов – не менее, и все время разрабатываются новые. Однако все это разнообразие можно разбить в общем на 4 класса по назначению футеровки, составу материалов и особенностям производства работ:
- Футеровка больших промышленных печей различного назначения;
- Футеровка топок и др. жаровых частей бытовых кирпичных отопительно-варочных печей;
- Футеровка малых металлических печей, бытовых и технологических, применимых вне производственных условий;
- Футеровка индукционных печей, как производственных, так и малых.
Большие промышленные
В всех больших промышленных печах назначение футеровки – уменьшить теплопотери и воздействие высоких температур на корпус (кожух) печи. В обжиговых печах футеровка служит еще теплоаккумулятором, обеспечивающим оптимальный режим обжига (плавное нарастание температуры), а также инфракрасным (ИК) излучателем, равномерно прогревающим обжиговую камеру.
Гораздо сложнее задачи футеровки металлоплавильных печей. Она и здесь должна хорошо излучать ИК, чтобы сильнее греть шлак. Качественный металл выплавляется только тогда, когда слой расплавленного шлака нагрет существенно сильнее жидкого металла. Но в то же время футеровка промышленных печей для выплавки металла не должна смачиваться расплавленным шлаком и самим металлом, быть химически инертной по отношению к ним и не выделять вы расплав вредных примесей. Дополнительно – быть прочной, чтобы выдерживать свой собственный огромный вес, т.к. экономическая эффективность металлоплавильных печей растет с увеличением из размеров. Поэтому, напр., для футеровки различных частей доменных и сталеплавильных печей используется не менее 7 видов футеровочных материалов (см. рис.).
Схемы футеровки доменной и сталеплавильной печи
Футеровка промышленной печи сложная и ответственная работа. Даже имея 3-4 летнее профтехобразование по этой специальности, нужно поработать в бригаде еще несколько лет учеником или (неформально) подмастерьем, т.е. на низших разрядах, прежде чем быть допущенным к самостоятельной работе. Поэтому, если вас интересует, чем и как футеруются промышленные металлоплавильные печи, начать можно с Википедии (wikipedia.org/wiki/Футеровка), там это изложено достаточно вразумительно, или Металлопедии. Что касается небольших обжиговых печей, то они футеруются как и металлические технологические (см. далее), а мы пойдем дальше – к футеровке, которую можно сделать своими руками.
Примечание: в сверхмалых металлоплавильных печах, напр. ювелирных, футеровка может составлять все строение (тело) печи или большую часть его, см. видео:
Видео: ювелирная печь из плиты, являющейся корпусом и футеровкой
Футеровка по кирпичу
Футеровка топки кирпичной отопительно-варочной печи преследует 4 цели. Первая обычная: уменьшить термические напряжения на кирпичное строение и тем самым увеличить его срок службы и надежность. Вторая – повысить тепловую эффективность (КПД) печи. Шамот, наилучший материал для футеровки кирпичной печи, имеет меньшую теплоемкость, но большую теплопроводность, чем рабочий печной кирпич. В печи шамотная футеровка будет служить промежуточным тепловым буфером, быстро вбирающим в себя первый жар топлива и постепенно отдающим его телу печи; от этого уменьшится расход топлива и увеличится время теплоотдачи протопленной печи.
Третья цель – сделать печь пригодной для топки не только дровами, но и углем. Жар от каменного угля в начале топки им кратковременно сильный; если им постоянно топить дровяную печку, она довольно скоро пойдет трескаться. Шамотная футеровка «размазывает» тепловой удар от разгоревшегося угля по времени настолько, чтобы кирпичная печь выдерживала его долгие годы.
И, наконец, последняя цель: ремонт обветшавшей топки. Здесь применимы как штучные, так и листовые футеровочные материалы, а также пластичные составы для футеровки набивным способом, см. далее.
Кирпич для футеровки
Футеровка отопительно-варочной печи может производиться кирпичом как керамическим огнеупорным (высокоглинозёмистым высокожженым, поз. 1 на рис.), так и шамотным, поз. 2. Клиновидные кирпичи применяются для кладки пода топки, чтобы создать на нем уклон к колосниковой решетке.
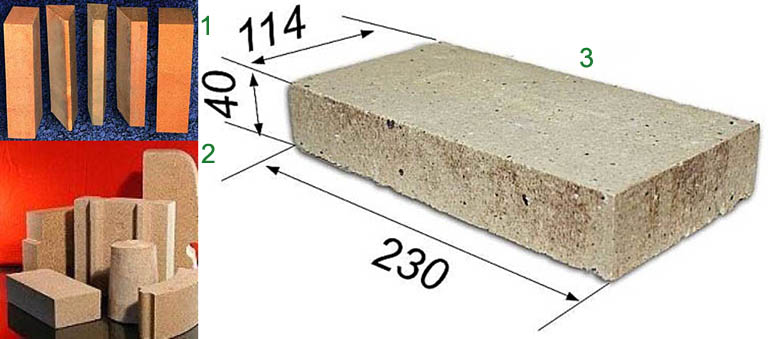
Керамический огнеупорный и шамотный кирпич для футеровки печей
Керамический огнеупорный кирпич так же и более стоек к внешним воздействиям, как и красный рабочий. Примерно такой же величины его теплоемкость, теплопроводность и модуль коэффициента термического расширения (ТКР). Так что экономии топлива футеровка керамическим кирпичом не даст, но сделает печку более стойкой к длительным перерывам в топке. Поэтому футеровать керамическим кирпичом нужно дачную печь, декоративный камин, печь в загородном доме и т.п. Форсировать топку такой печи (перетапливать ее) нельзя – предел жаропрочности керамического огнеупорного кирпича 1200-1300 градусов.
Шамотный кирпич марк ША и ШБ (ГОСТ 390-96) держит температуру до 1500-1700 градусов. Однако в холодной печи более пористый шамот быстро отсыревает и начинает выкрашиваться. Плотность шамотного кирпича больше, чем керамического (1,8-2 г/куб. см против 1,6 г/куб. см), и вес печи с шамотной топкой будет больше цельной кирпичной. Но шамот увеличивает экономичность печи (см. выше), поэтому шамотную футеровку целесообразно делать в печи, регулярно топящейся в холодное время года. Для ремонта топок и переделки их на дрова-уголь лучше использовать т. наз. шамотную плинфу (кирпич уменьшенной высоты, поз. 3 на рис.). Также плинфой удобно футеровать металлические печи совместно в листовыми материалами, см. далее.
Примечание: керамический огнеупорный и шамотный кирпичи в одной и той же футеровке несовместимы. Или то, или другое.
Кладочные растворы
Футеровку из керамического кирпича кладут на жаростойком печном растворе с пределом термостойкости не менее 1300 градусов. Использовать самодельные растворы не рекомендуется, т.к. механическая связность футеровочной кладки предельно мала, см. далее. Для шамотной кладки используется т. наз. шамотный мертель (не мергель!) – готовый сухой жаропрочный кладочный раствор, в который добавляют воды; на нем же можно класть и керамический футеровочный кирпич.
Мертель для футеровочной кладки можно приготовить самостоятельно, но дело это трудоемкое. Состав по объему сухой смеси – 92-95% шамотной крошки фракции 0,6-1,5 мм (можно из отходов шамотного кирпича); остальное – жароупорная глина. Лучше всего каолин; для дровяно-угольной печи пойдет и серая. Цветной оттенок недопустим: дающие его примеси (особенно железо и азот) делают футеровку крайне недолговечной.
Содержание связующего (глины) в зависимости от ее качества определяется экспериментально. В общем чем раствор более тощий (с меньшим содержанием глины), тем дольше продержится футеровка. Но и механическая связность (сцепление) раствора с кирпичом имеют не меньшее значение. Поэтому готовят несколько порций сухого раствора с содержанием глины через 0,5-1%. Воды добавляют чуть-чуть, лишь бы готовый раствор «мазался», поэтому огрехи кладки неисправимы.
Пробными составами соединяют пары кирпичей тычок в тычок, т.е. короткими узкими сторонами. «Слепляют» кирпичи на листе железа, т.к. соединять их нужно «в один тык», без сдвига. На кирпичах заранее выбивают метки, т.к. пробы далее будут обжигаться. Толщина шва – 0,5-1,5 мм; чем тоньше, тем лучше.
Далее пробы сушат 3-4 дня в тени при температуре не ниже +17 градусов. Потом осторожно, чтобы не распались, переносят в ходовую (исправную регулярно действующую печь); лучше всего прямо с листом железа. Обжигать в костре нельзя – нужная температура не будет достигнута. Греть паяльной лампой, газовой или жидкостной горелкой тоже – не получится равномерного нагрева.
В печи на пробы аккуратно накладывают топливо (лучше уголь), и печку как следует протапливают. Когда полностью остынет, пробы вынимают и двумя руками, чтобы какой-то из кирпичей не оказался на весу, поворачивают вертикально, перехватывают за верхний кирпич и слегка встряхивают. Из не распавшихся проб выбирают на самом тощем растворе (с наименьшим содержанием глины) – он и пойдет в дело.
Листовые материалы
Листовые огнеупорные материалы более всего подходят для футеровки металлических печей. Но и в футеровке кирпичной печи они могут найти применение. Особенно – в ремонтной без разборки печи. В топку домовой печи и обе руки-то с трудом просовываются; орудовать в ней с кирпичами порой просто невозможно. Кроме того, кирпичная ремонтная футеровка серьезно уменьшает объем топки; следовательно, и тепловую мощность печи. Но все печное строение (его размеры, масса, конфигурация, каналы, колпаки и пр.) рассчитывается на топку определенной мощности. Если ее мощность упадет ниже заданного предела, печь потеряет эффективность: топлива будет пожирать больше, а греть хуже.
Наилучшая теплоизоляция – вермикулитовая (разновидность слюды). Изолирующие свойства вермикулита феноменальны: 30-мм плиту из него «не пробивает» и пламя автогена – с другой стороны ее можно держать рукой. Вермикулитовые плиты для футеровки выпускаются в т.ч. декоративными (дорогое, надо сказать, удовольствие): такими специальным клеем (см. далее) металлическая топка оклеивается изнутри (поз. 1 на рис.) и получается «как кирпичная» и на вид, и функционально.

Листовые футеровочные материалы для печей
В продаже есть и не декоративные вермикулитовые плиты подешевле (поз. 2); ими удобно футеровать металлические технологические печи, т.к. полезный объем рабочего пространства практически не уменьшается, а монтаж вермикулитовых плит вполне возможно осуществить своими руками, см. ролик:
Видео: монтаж футеровочных вермикулитовых плит
Однако для ремонта и футеровки кирпичных печей вермикулит непригоден – слишком плохо проводит тепло. Футерованная вермикулитом топка кирпичной печки не передаст его телу печи: или сама перегреется и преждевременно обветшает, или выпустит денежки за топливо в трубу. Но недорогие базальтовые плиты (поз. 3) плохая замена вермикулиту: их огнестойкость невелика. В футеровке кирпичом в качестве прокладки-термодемпфера неплохо зарекомендовали себя непрошивные базальтовые маты (поз. 4).
Но лучший листовой футеровочный материал для кирпичной печи – каолиновый картон, поз. 5. Он жаростоек, химически нейтрален, его ТКР средний между таковыми шамота и красного кирпича. Недостаток – мало пригоден для металлических печей, т.к. плохо клеится к металлу печными клеями.
Футеровку печи с использованием листовых материалов часто делают всухую – в проем под топку вставляют короб из базальтового или каолинового картона (слева на рис., и в нем выкладывают шамотную топку (в центре). Полезно короб делать с крыльями внахлест со 100% перекрытием (справа).

Футеровка топки кирпичной печи с использованием листовых термостойких материалов
По возведении печи до верха топки крылья короба заворачивают, подпирают плоским кружалом (деревянным щитом на подпорках) и склеивают печным клеем. Кружало убирают, когда печь построена полностью. Дополнительно о том, как производится футеровка печи с использованием листовых подкладочных материалов, см. напр. сюжет:
Видео: футеровка двухколпаковой печи
Клей вместо раствора
Футеровку больших печей кладут на мертелях или, иногда всухую фасонными кирпичами с зацепами – прочие варианты слишком дороги для больших объемов работ. Но бытовые или малые технологические не промышленные печи лучше футеровать на печных клеях – они более подвижны (текучи), что позволяет исправлять огрехи кладки по ходу дела, и позволяют получить более прочный предельно тонкий шов.
Печных клеев в продаже много видов. Для футеровки не железо- и сталеплавильных печей нужно выбирать клей на алюмосиликатной основе с пределом термостойкости не менее 1300 градусов. На практике хорошо зарекомендовали себя немецкий ScannMix и российский К-170: они химически нейтральны вплоть до предела термостойкости; не выделяют ни железа, ни азота. ScannMix’ом крепче приклеивается вермикулитовая футеровка к стали и чугуну; К-170 ничуть не хуже для прочих случаев.
Порядок производства работ
Футеровка топки печи из кирпича как правило разрабатывается в порядке проектирования печи. Штатная футеровка строится заодно с печью, см. напр., видео о постройке компактной в плане 2-колпаковой печи (3,5х3,5 кирпича) с варочной плитой:
Видео: подробная кладка и футеровка кирпичной печи
Собственно футерованная топка может быть сколь угодно сложной конструкции, поз. 1 на рис. Но в строении печи она должна быть плавающим ядром, не имеющим с ним механических связей, поз. 2. Если в печи несколько топливников (печь-камин напр.), они футеруются отдельно, поз. 3. Шамотные перемычки между отдельными топливниками могут стать фокусами (местами концентрации) больших термических напряжений, от которых вся печь придет в неисправность.
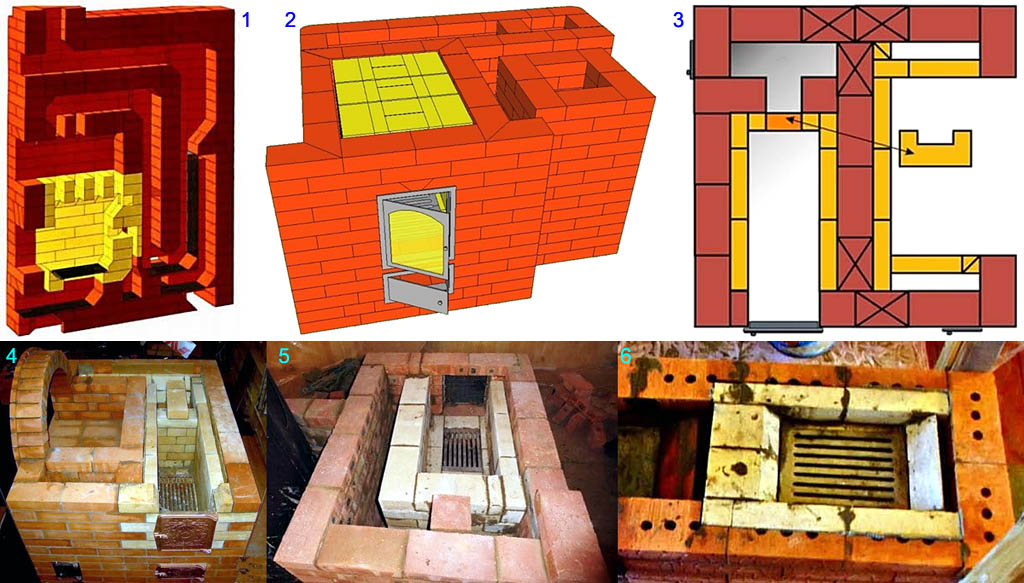
Как правильно и неправильно делается футеровка топки печи
По той же причине совершенно недопустимо выпускать из футеровки «усы» и т.п. зацепы, поз. 4, а также делать ее противолежащие стенки разной толщины, поз. 5. Топка с неравномерной по толщине футеровкой допустима, если ее стенки одинаковой толщины расположены симметрично относительно теплового фокуса топки (который в топках обычной конфигурации располагается на их продольной оси симметрии).
Далее, штучные материалы (кирпичи) нужно располагать постелями (широкими сторонами) внутрь топки и к ее стенками. Кирпичи монтировать лучше торчмя (вертикально): чем меньше горизонтальных швов придется не высоту топки, тем будет надежнее и дольше прослужит футеровка. И последнее правило – кладочные швы футеровки как можно тоньше. В футеровке промышленных печей толщина горизонтальных швов допускается не более 1,5 мм; вертикальных до 0,5 мм. Этих же норм весьма желательно придерживаться и в домовых печах; домашнему мастеру уложиться в них возможно, только пользуясь печным клеем.
Ремонтная футеровка
Футеровка топки существующей печи шамотным кирпичом
Футеровать не очень обветшавшую топку (мелкие щербины, выбоины, не сквозные тонкие трещины) в порядке ремонта проще всего набивным способом клеями, указанными выше. Здесь непреложное правило – клей везде один и тот же. Замазывать дефекты частично один клеем, а частично другим недопустимо! После исправления дефектов топливник изнутри промазывают слоем того же клея толщиной 1-2 мм, тщательно выравнивая его гладким шпателем. Если же топка обветшала сильнее, то ее придется облицевать внутри шамотной плинфой (см. рис. справа), чтобы уменьшить термические напряжения в поврежденном строении печи. Свод топки подправить таким способом можно опять-таки только на жаростойком клею (см. выше), но он часто представляет собой испод варочной плиты, что упрощает работу.
Футеровка по металлу
Футеровка металлической печи производится только изнутри. Дополнительная наружная облицовка или обмазка печи ускорит ее прогрев, но, вопреки распространенному убеждению, на тепловую эффективность печи почти не повлияет: правило утепления помещений «с холодной стороны» возникло оттого, что точку росы нельзя впускать в помещение; для футерованной печи оно не актуально. Зато наружная облицовка/обмазка печи намного усилит термические напряжения в металле ее корпуса и его чувствительность к химическим воздействиям.
Футеровать металлическую печь лучше всего вермикулитом на клею ScannMix или его аналогах: на упаковке или в спецификации клея должно быть указано, что он клеит и металл и/или керамику к металлу (если клеит к металлу керамику, то и плитные материалы приклеит). Для хорошей теплоизоляции муфельной печи достаточно вермикулитовой плиты толщиной 20-30 мм. Если же металлическая печь футеруется кирпичом, то монтировать его нужно по тем же правилам, что и в топке кирпичной печи. Напр., как футеруется шамотом газовая кузнечная печь, см. видео:
Видео: футеровка кузнечной газовой печи
Неправильная футеровка металлической печи штучными футеровочными материалами
Особый случай – металлическая печь с ребрами жесткости внутри. Футеровать ее кирпичом как показано на рис. справа толку мало: выступающие внутрь гребни металла – отличные тепловые мостики и любимые места расположения термических фокусов. Такую печь нужно сначала оклеить внутри базальтовым матом толщиной от 6 мм на любом пригодном для этого клею, а уж затем собирать штучную футеровку. И кирпичи нужно расположить стоймя, подтесав, если нужно. Указанное выше условие – как можно меньше горизонтальных швов – возникло от большого изнашивающего действия на футеровку вертикального температурного градиента в топке (разницы температур на единицу высоты), а в металлических печах он много больше, чем в кирпичных.
Футеровка индукционных печей
Футеровка индукторной металлоплавильной печи ничуть не проще, чем доменной. Фактически, производители таких печей разрабатывают для них и патентуют собственные составы и способы футеровки, которых только и гарантируют работоспособность печи. «Альтернативные» поставщики иногда осведомляют покупателей (но без гарантии), как нужно футеровать их печи, см. напр. видео:
Видео: футеровка индукционной печи
Основная причина этому – шлак в индукторной печи греется от металла, т.е. оказывается холоднее его. В расплаве возникает термоконвекция, металл зашлаковывается и его выход оказывается бракованным. В домне, для сравнения шахта с распаром направляют поток тепла вниз, и первый расплав на его пути – шлаковый. Попробуйте-ка нагреть болванку так, чтобы она была горячее пламени! В плавильной индукторной печи нужно добиться именно этого, и футеровка тигля тут играет далеко не последнюю роль.
Дополнительное условие – изношенная футеровка должна быть выталкиваемой, т.к. делается она торкретированной (в малых печах сплошной набивной), а разборка негодного тигля – тяжелая, вредная и опасная работа. Расплав металла в индукторной печи греется по всей массе, очень текуч и сквозь штучную футеровку просочится, а льют его наклоном всей печи. В результате футеровка индукторной печи превращается в сложную многокомпонентную конструкцию (слева на рис.), части которой выполняются из разных составов. Табл. в центре на рис. содержит сведения лишь о малой их доле (МП-2 – марка одной из муллитовых масс); (больше, да и то с оговорками, можно почерпнуть отсюда: studfiles.net/preview/1864729/page:4/).
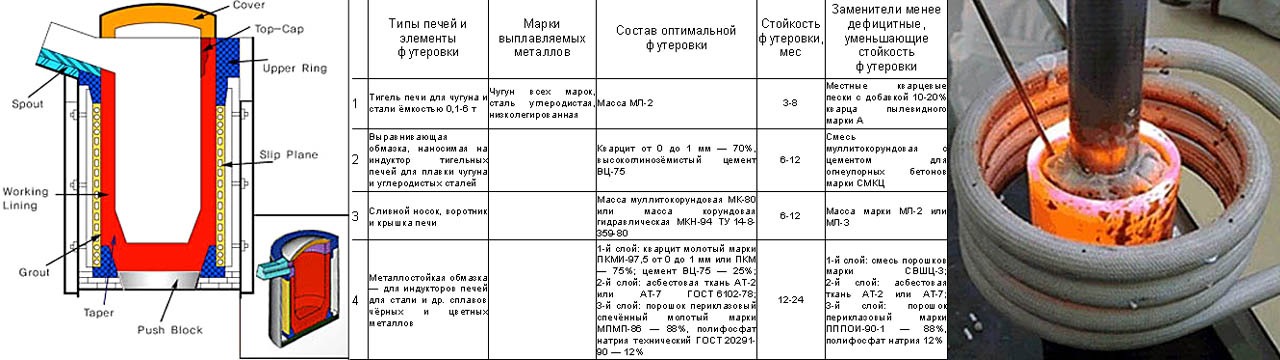
Футеровка индукторной печи
Но если офутеровать таким образом тигель сверхмалой печи на несколько кг или сотен грамм металла, то получится ситуация наподобие той, что справа на рис: тигель сильно греется, выделяя в расплав примеси и портя металл. Здесь дело оказывается уже в частоте питающего тока.
Металл в индукторной печи, как известно, греется за счет своей электропроводности вихревыми токами (токами Фуко). Часто пишут, что металл в такой печи греют токи высокой частоты (ТВЧ). Но чем больше масса металла, тем ниже оказывается оптимальная частота питающего тока – меньше оказываются потери его мощности. Для тонн и десятков тонн металла «ТВЧ» нужны уже с частотами в десятки-сотни Гц; индукторы больших печей данного типа нередко запитывают прямо от промышленной сети 50 Гц.
Но для малых масс металла ТВЧ нужны уже «настоящие» – от десятков кГц до единиц МГц. При этом большое значение приобретают потери энергии ВЧ электромагнитного поля (ЭМП) в токонепроводящем материале тигля. Они характеризуются т.наз. тангенсом угла диэлектрических потерь tgδ. Для частот до 200-300 кГц (до 5 кг металла) его значение должно быть tgδ
Источник