Монтаж гидрошпонки
Навигация по странице:




Гидроизоляцию динамических и статических швов в ж/б монолитах удобно выполнять с помощью гидрошпонок. Они представляют собой профилированные ПВХ ленты, изготовленные экструзионным способом. Шпонки легко монтируются, прочно держатся в бетоне.
Технология сварки и монтажа гидрошпонок, установку шпонок осуществляют тем же оборудованием, которое применяется для монтажа гидроизоляционных мембран, а так же специальными струбцинами.
Следовательно, сварка шва и испытания его на герметичность проводятся по тем же правилам.

Монтаж гидрошпонки Аквастоп, Технониколь, Sika, Икопал, ООО ПК ППЗ и др. производителей
Гидрошпонки монтируют на этапе производства монолитных работ. Кусок шпонки очищают от грязи и закрепляют внутри опалубки анкерами в сторону бетонной массы.
После снятия щитков проверяют качество установки шпонок. Делают это визуально невооруженным глазом.
Открытую часть шпонки очищают и приступают к установке бруска из теплоизоляционного материала. Закрепляют эпоксидным клеем.
Собирают опалубку на смежном участке и производят заливку бетона.
Второй способ герметизации шва в стене фундамента
- Гидрошпонку закрепляют на опалубочных щитах короткими гвоздями.
- Шаг расположения метизов – 250-350 мм. Забивают гвозди не на всю длину, и перед заливкой их отгибают на 45 0 . после этого приступают к установке арматурного каркаса и заливке бетона. После снятия опалубки поверх шпонок укладывают геотекстиль.
- А вслед за этим – гидроизоляционную мембрану, приваривая ее к поверхности шпонок.
- В деформационном шве формируют петлю, укладывают в нее компенсатор и накрывают сверху полосой, вырезанной из мембраны.
- Ее ширина равна аналогичному размеру деформационного шва плюс по 150-200 мм на каждую сторону.








Гидрошпонка в деформационном шве пола узлы
Наша компания, так же занимается наплавляемой и ПВХ мембранной гидроизоляцией фундаментной плиты — вертикальная и горизонтальная подземные части



На фото процесс установки гидрошпонки и сварке ее к ПВХ мембране

Защита гидроизоляции перед устройством стяжки, геотекстиль и пленка от проникновения цементного «молочка»

Монтаж гидроизоляции фундамента, материал рулонный — ПВХ мембрана

Гидрошпонки уложены вокруг ростверка, защитная стяжка, пароизоляция, геотекстиль и гидроизоляционная ПВХ мембрана
Монтаж гидрошпонки, оставьте заявку на сайте
Или позвоните по телефону
Звонок по всей России бесплатный!
Инструкция по работе с гидрошпонками
Выполнение торцевых соединений
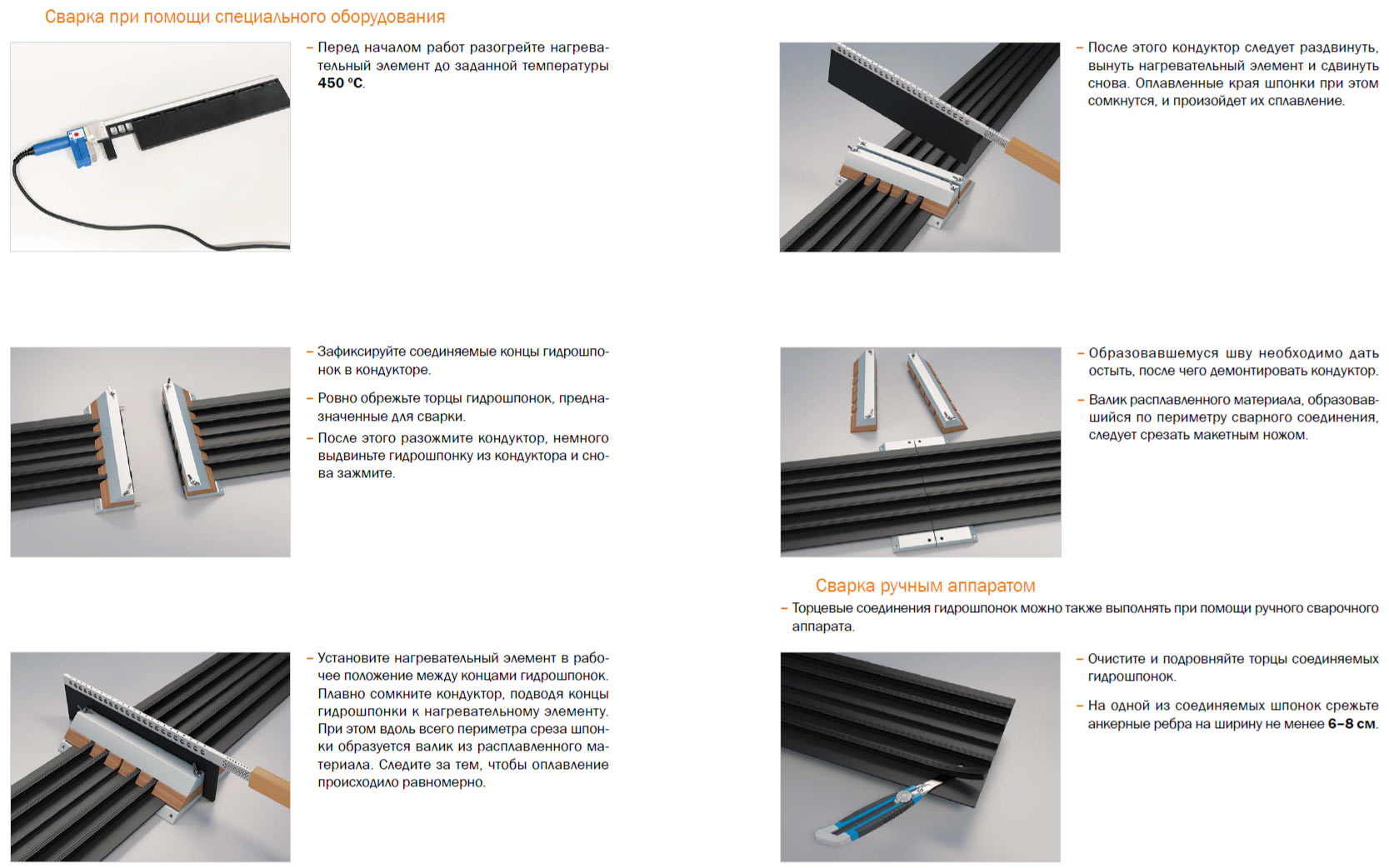
По торцам гидрошпонки сваривают ручным феном либо с помощью электромагнитной пластины и прижимного кондуктора.
Перед стартом рабочий орган оборудования разогревают до 450 0 С. Далее действуют в таком порядке:
- Закрепляют в кондукторе концы гидрошпонок.
- Аккуратно обрезают их по торцам.
- Отпускают зажимы, немного выдвигают свариваемые детали и вновь затягивают крепления.
- Нагревательную пластину размещают между торцами гидрошпонок и плавно смыкают кондуктор. Под воздействием температуры материал в зоне контакта с пластиной расплавляется.
Как только вдоль нагревателя выступит расплавленный полимер, щеки кондуктора раздвигают, инструмент удаляют, а приспособление смыкают. Разогретые края шпонок сплавляются, образуя неразъемное соединение.
Выполнение угловых и крестообразных элементов
Для заправки торцов гидрошпонки под 45 0 используют кондуктор. В верхней щеке под углом 45 0 выполнены пазы, соответствующие расположению анкеров на шпонке.
Поскольку выступы на изделии есть только с одной стороны, для подрезания торцов нужны две щеки с пазами – правая и левая, причем вторая является зеркальным отражением первой.
Для заправки торца под углом 45 0 шпонку фиксируют при помощи зажимов в приспособлении и подрезают вдоль щеки.
Изготавливают угловой элемент в следующем порядке:
- Закрепляют шпонку в кондукторе и вдоль щеки подрезают торец.
- Ослабляют зажимы, выдвигают изделие на несколько миллиметров и вновь закрепляют.
- Между кондукторами помещают нагревательную пластину и дожидаются образования валика расплавленного полимера.
- Удаляют рабочий инструмент, а оправки плотно прижимают друг к другу и удерживают в таком положении до сплавления деталей.
Образование угловых элементов

Выполнение крестообразных элементов
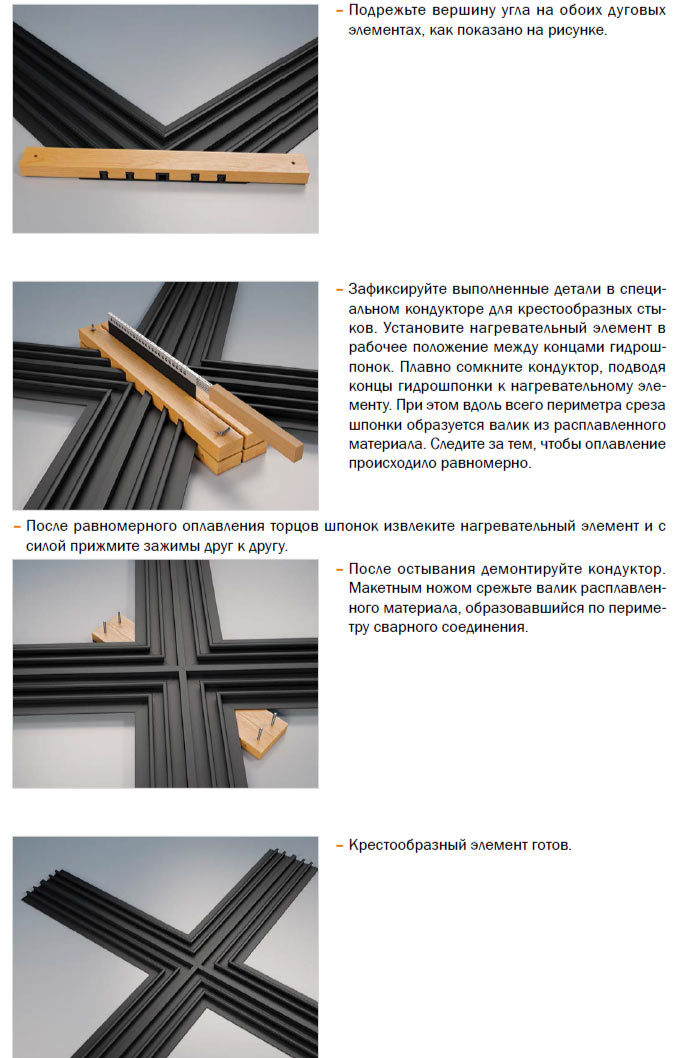
Для получения крестообразного элемента применяют 2 одинаковых кондуктора.
В верхней планке каждого прорезаны две группы пазов, ориентированных под углом 45 0 к поперечной оси приспособления. Порядок выполнения операций:
- Изготавливают 2 угловых элемента.
- Подрезают на них вершины углов.
- Фиксируют подготовленные детали в оправках и прижимают их к нагревательной пластине.
- Дожидаются расплавления материала, инструмент извлекают и с усилием прижимают оправки друг к другу.
Кондуктор разбирают только после полного остывания соединения. Излишки материала в зоне шва удаляют макетным ножом.
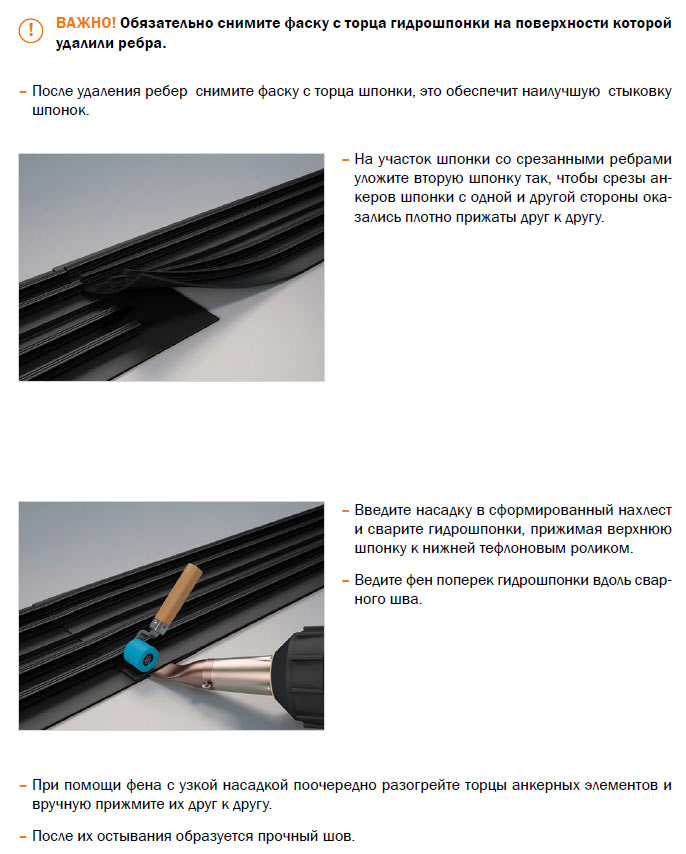
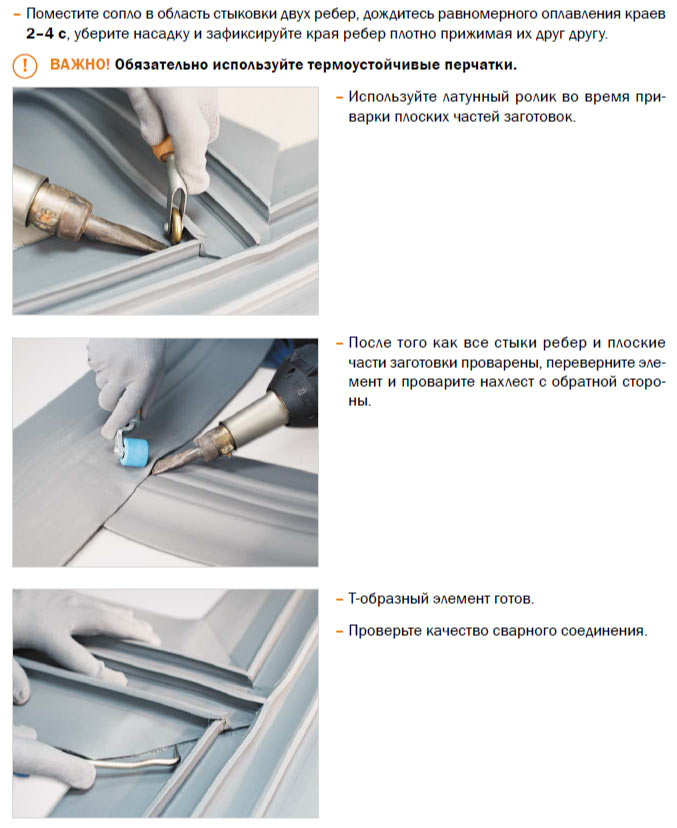
Получение Т-образных элементов
Т-образные соединения могут изготавливаться в виде самостоятельных деталей с последующей передачей на строительную площадку, либо выполняться непосредственно во время монтажа кровли.
В первом случае действуют в следующем порядке:
- Размечают края заготовки для заправки под углом 45 0 .
- Обрезают деталь по разметке.
- Переворачивают заготовку и подрезают у крайних анкеров по 1 см в тело и в стороны.
- На второй детали удаляют часть выступа, который мешает стыковке с первой.
- Заготовку, заправленную под углом 45 0 , накладывают на место удаленного ребра.
- Проваривают место соединения ручным инструментом, прикатывая шов латунным роликом.
Затем элемент переворачивают и проваривают нахлест с нижней стороны.
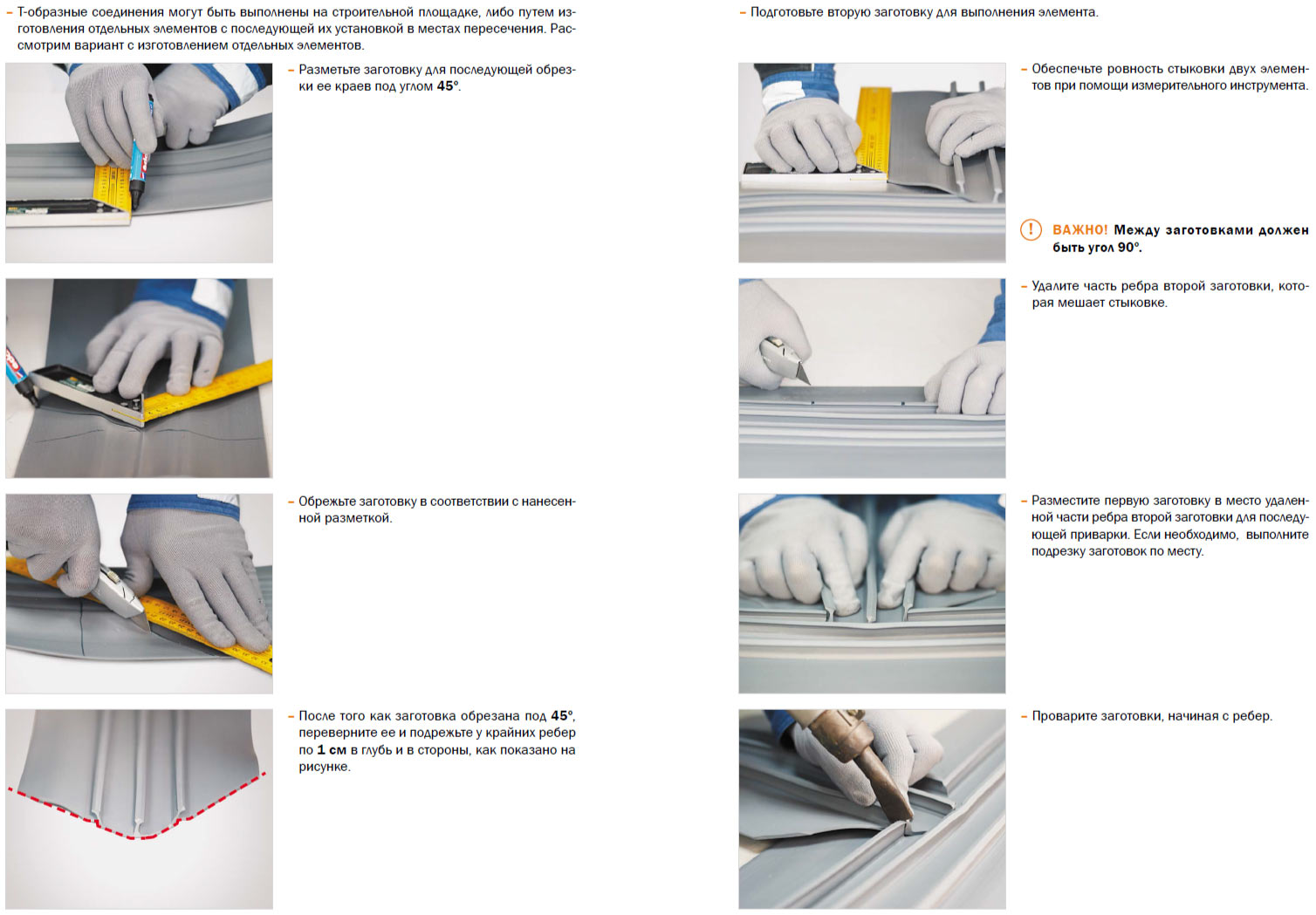
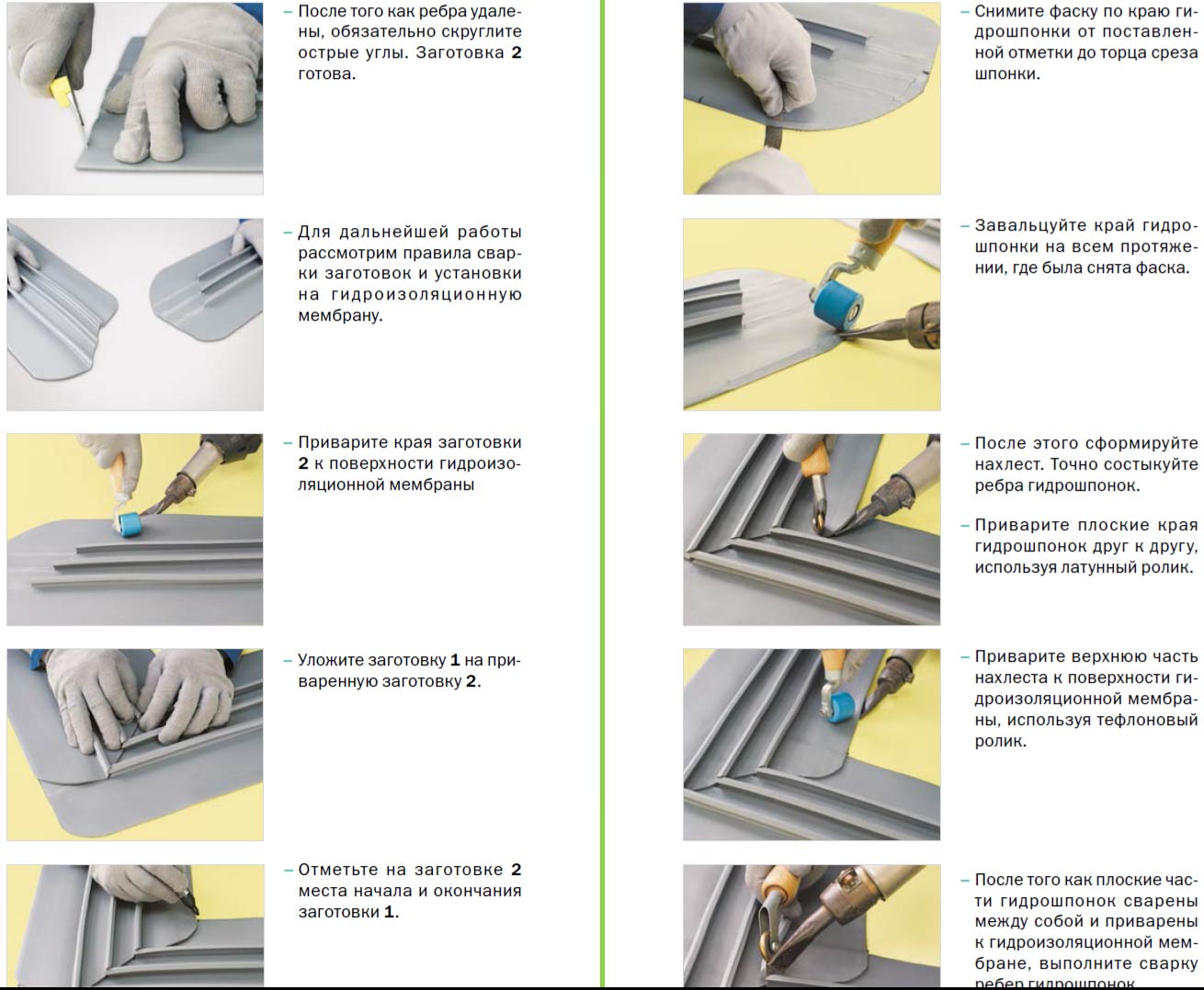
Получение прямого угла
Когда при укладке гидрошпонка меняет направление, образуется угол поворота, равный 90 0 . Для его выполнения сначала формируют заготовки:
- Надрезают плоскую зону верхней гидрошпонки, уложенной внахлест на нижнюю.
- Подрезают ее под углом 45 0 – сначала только анкеры, а потом, после укладки заготовки на ровную жесткую поверхность, и плоские участки.
- Полученные углы скругляют.
- Снова формируют нахлест и подрезают ребра второй заготовки. Ее плоскую часть не трогают.
- Удаляют подрезанные выступы и скругляют острые углы.
Далее монтируют прямой угол:
- Приваривают края нижней шпонки к гидроизоляционной мембране.
- Укладывают на нее верхний элемент, отмечают его начало и конец, а затем снимают.
- Край нижней гидрошпонки заправляют фаской от метки до торца.
- Край, оформленный фаской, завальцовывают.
- Формируют нахлест и сваривают края гидрошпонок, прикатывая места соединения латунным роликом.
- Верхнюю часть нахлеста приваривают к гидроизоляционной мембране. На этом этапе вместо латунного используют тефлоновый ролик.
Завершают работу сваркой ребер и контролем швов.

Выполнение угла под 90º при необходимости перехода с горизонтали на вертикаль
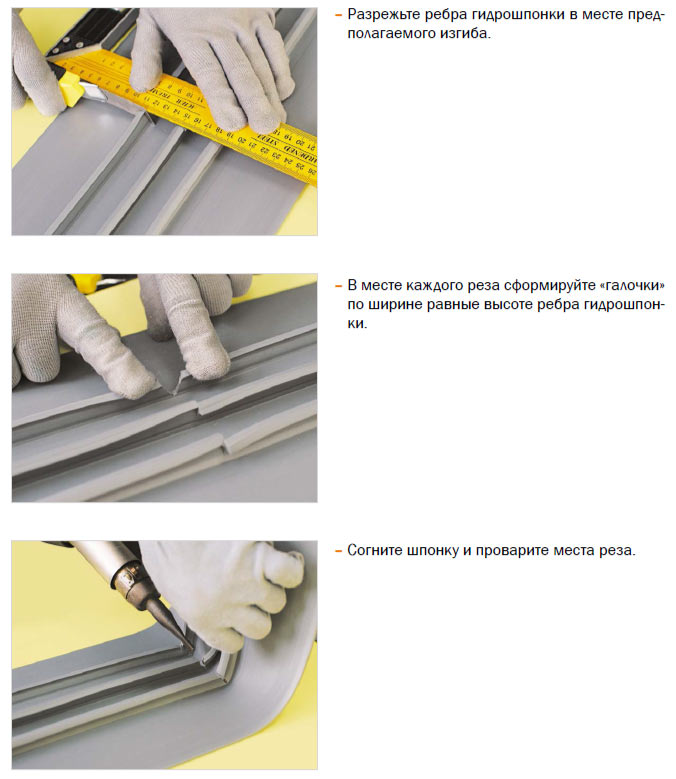
Сначала в месте перегиба гидрошпонки подрезают ребра и вырезают равнобедренные треугольники, ширина которых равна высоте выступов.
Затем элемент сгибают под углом 90 0 и проваривают ребра в местах среза.
Монтаж клеевой гидрошпонки
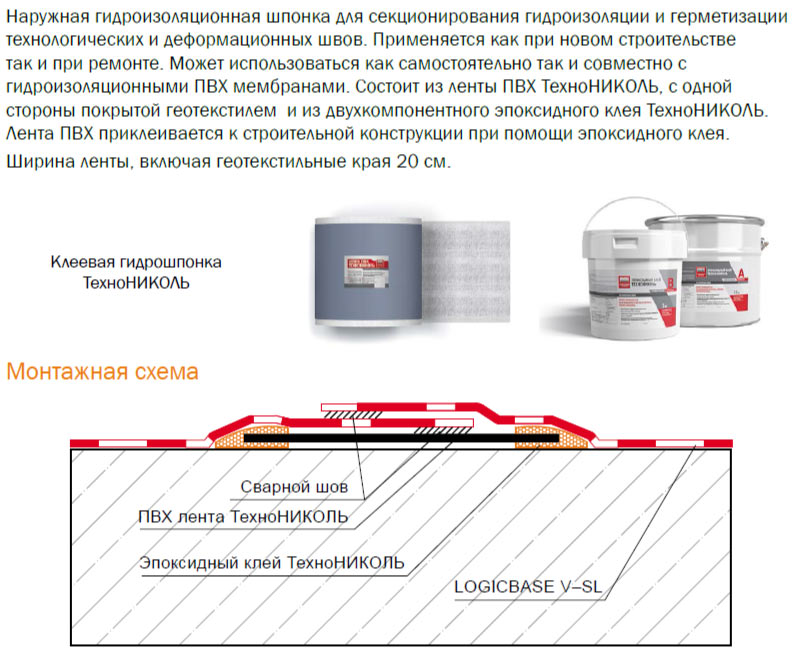
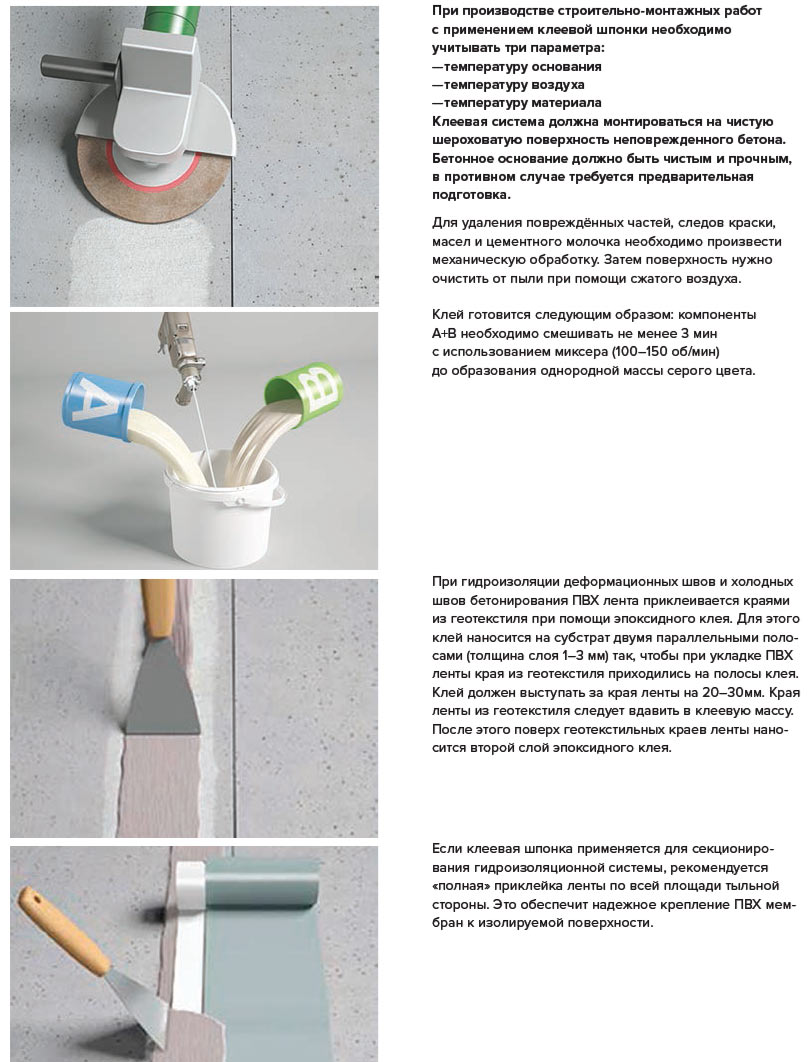
Клеевые шпонки требовательны к температурам воздуха, основания и самого материала. Монтируют их на предварительно очищенную бетонную поверхность.
Она должна быть шероховатой без повреждений. Если ж/б основание плохого качества, перед монтажом клеевой шпонки проводят подготовку поверхности:
- механическим способом удаляют поврежденные участки, следы краски, цементного молочка, нефтепродуктов;
- продувают сжатым воздухом.
Клей, используемый для крепления шпонки, состоит из двух компонентов.
Перед применением их помещают в ведро и тщательно перемешивают миксером до получения однородного раствора серого цвета.
Скорость вращения рабочего органа миксера устанавливают на 100-150 об/мин. Длительность операции – 3 мин.
Холодные и деформационные швы гидроизолируются путем приклеивания ПВХ ленты эпоксидным клеем.
Его наносят на основание парой параллельных полос толщиной от 1 до 3 мм.
Ориентируют их таким образом, чтобы во время монтажа шпонки на клей ложились края из геотекстиля, но не перекрывали его на 20-30 см. Края шпонки вдавливают в клеевую массу и промазывают сверху еще одним слоем эпоксидки.
В случае использования клеевой шпонки в качестве разделителя гидроизоляционного слоя на секции ее приклеивают по всей площади нижней стороны.
Гидрошпонки с мембранной гидроизоляцией
Из-за деформаций строительных конструкций — осадки, например, в кровельном пироге возникают напряжения.
Для их погашения обустраиваются деформационные швы. Они представляют собой канавки с закругленными кромками, заполненные компенсаторами.
Образовавшийся в кровельном покрытии разрыв необходимо загерметизировать. Удобнее всего сделать это с помощью гидрошпонки.
- В основании перед монтажом кровли в местах будущих деформационных швов штробят канавки.
- Настилая первый слой геотекстиля, укладывают его таким образом, чтобы он выстилал дно и стенки штроб.
- На геотекстиль укладывают мембрану – также с образованием компенсационной петли.
- В подготовленную канавку помещают теплоизоляционный шнур соответствующего диаметра.
- Сверху компенсатор накрывают гидрошпонкой, совмещая центральные оси обоих элементов.
- Края гидрошпонки приваривают к мембране полуавтоматической установкой либо вручную.
Следующие слои геотекстиля и полиэтиленовой пленки укладывают таким образом, чтобы они не накрывали анкеры шпонки.
Альтернативный способ герметизации деформационного шва
Чтобы обеспечить ремонтопригодность гидроизоляции устраивают ремонтную секцию в области деформационного шва. К операции приступают после формирования компенсационной петли в штробе.
- Готовят усилительную полосу из двухслойной неармированной мембраны. Ее ширины должно быть достаточно для перекрытия расстояния от оси штробы 500 мм в каждую сторону. Ее размешают по месту и прихватывают точечной сваркой по одному краю.
- В канавку на уже уложенный уплотнительный шнур укладывают еще один такой же и накрывают его полосой усиления. Образуется выступающая петля.
- Приваривают края усилителя к гидроизоляционной мембране.
После этого приступают к монтажу гидрошпонок. Их плоские края приваривают в гидроизоляционному слою по обеим сторонам шва. Расстояние от его оси до оси каждой шпонки не менее полуметра.
Варить можно вручную или сварочным автоматом. В полученную карту устанавливают инъекционные штуцеры.
Расстояние крайнего элемента до шпонки – от 200 мм, а между смежными штуцерами – от 2000 мм. «Юбку» патрубка приваривают точечно.
Инъекционные трубки соединяют со штуцерами через специальные фитинги.
Источник