- Производство цементно-песчаной черепицы и известные марки производителей
- Производство цементно-песчаной черепицы
- Сырье
- Технологии изготовления и используемое оборудование
- В заводских условиях
- Своими руками
- Известные производители
- Braas
- Ваltic Tile
- A-Tiilikate AURA
- Производство цементно-песчаной черепицы
- Читайте также
- ЦЕМЕНТНО-ВОЛОКНИСТЫЙ САЙДИНГ
- Цементно-стружечная плита
- Производство и классификация гипсокартонных материалов
- Цементно-песчаный раствор
- Семейство черепицы
- Укладка черепицы на кровле
- Цементно-песчаный раствор
- Производство стяжки
Производство цементно-песчаной черепицы и известные марки производителей

Черепица – это материал, который широко используется для покрытия крыш. Он давно зарекомендовал себя среди продавцов и потребителей благодаря доступной цене, долговечности, эстетичному виду, огнестойкости и простоте монтажа.
Различают несколько разновидностей черепицы (битумная, металлическая, медная, композитная, керамическая и другие). В этой статье поговорим о цементно-песчаной, имеющей достаточно интересные свойства и характеристики.
Производство цементно-песчаной черепицы
Изготовление кровельного материала требует специального качественного оборудования, с помощью которого происходит смешивание компонентов и формирование черепицы.
По техническим показателям цементно-песчаная черепица очень схожа с керамической. Только цена на первую существенно ниже стоимости второй.
Сырье
 Основные компоненты цементно-песчаной черепицы:
Основные компоненты цементно-песчаной черепицы:
- Особые требования предъявляется к песку. Для производства черепицы необходим кварцевый песок. Его марка должна быть не ниже чем 200. Если производители применяют речной песок (такое, к сожалению, бывает), то сильно страдает качество готовой продукции. Песок не должен содержать посторонние примеси. Размер частиц сырья не может быть больше чем 2 мм.
- Цемент лучше использовать медленно схватывающийся. При соблюдении этого условия можно готовить смеси для черепицы в больших объемах. До момента изготовления цемент необходимо хранить в сухом месте, в полиэтиленовых мешках. В случае сырого хранения, качественные характеристики цемента снижаются.
- Вода должна иметь следующие показатели:
- Температура: 15-18º.
- Вид: чистая, без мусора.
- Присутствие запаха: не допускается.
- По характеристикам: мягкая.
Если в регионе производства вода слишком жесткая, то ее подвергают кипячению и охлаждению. Добавление разнообразных присадок не допускается.
Далее рассмотрена технология изготовления цементно-песчаной черепицы и оборудование для ее производства.
Технологии изготовления и используемое оборудование
В заводских условиях
Заготовочную смесь для черепицы делают порционно. Сначала закладывается цемент (1 часть), затем песок в сухом виде (3 части), после вода (ее часть минимальная: 0,5).
Компоненты перемешиваются до однородности. Качество смешивания определяют по однородности цвета. В последнюю очередь обязательно подливают воду, пока масса не приобретет необходимую влажность.
Для формирования черепичной формы используют несколько способов или технологий. Способ изготовления зависит от применяемого оборудования.
В следующем видео представлен процесс производства цементно-песчаной черепицы:
Ручное прессование
Метод был предложен в 18 веке. Для изготовления, кроме основных компонентов, используются пигменты, портландцемент и оксид железа. Смешивание происходит в миксере диспергатора, куда последовательно закладываются сначала песок и пигменты, далее портландцемент и в последнюю очередь вода. Влажность готового продукта должна ровняться 9,2-9,8%.
- Влажная смесь по ленточному транспортеру поступает в бункер аппарата-экструдера, где приобретает плоскую форму.
- Далее она передвигается к ножам, которые разрезают материал на плитки. Также существует вариант прохождения твердой смеси через пресс, который придает ей изогнутую форму.
- В последнюю очередь плитка подвергается окраске.
- На последней стадии черепица проходит через сушильную камеру.
- После этого этапа проводится повторная окраска.
Пресс-прокатный метод
 После смешивания компонентов, массу выливают на волнообразный противень большого размера. Именно с его помощью формируется внешний вид черепицы. Противни отправляют под вал, который утрамбовывает и прессует сырье.
После смешивания компонентов, массу выливают на волнообразный противень большого размера. Именно с его помощью формируется внешний вид черепицы. Противни отправляют под вал, который утрамбовывает и прессует сырье.
Сегодня этот метод применяется на черепичных фабриках. Только вместо противня используются современные машины с прокатной лентой. По ней друг за другом выходят готовые изделия.
Вибропрессование
В основе технологии лежит прессование под давлением и вибрация. Особенность метода заключается в том, что черепичная смесь изготавливается с минимальным количеством воды. Полученная масса поступает на вибропресс, где происходит ее уплотнение. Далее материал проходит через термокамеры, где приобретает необходимую прочность.
Метод с цементным камнем
Такой способ изготовления основан на смеси добавок, воды, кордового волокна и цементной смеси. Для производства черепицы по этому методу потребуется формирование двух слоев. Процесс довольно громоздкий в исполнении. Поэтому он применяется редко из-за сложности воплощения.
После окрашивания и сушки черепица должна находиться на открытом воздухе примерно месяц. Только после такой выдержки она приобретает качественные показатели.
Изготовление цементно-песчаной черепицы своими руками рассмотрено ниже.
Еще больше полезной информации о производстве песчаной черепицы содержится в данном видеосюжете:
Своими руками
Можно самостоятельно приготовить черепицу, используя пластичную глину. Именно от нее зависит дальнейшее качество и прочность готового изделия. Известно, что для производства черепицы лучше всего подходит глина, используемая для глиняной посуды. Соотношение жира и песка в этом материала оптимально.
Для того чтобы не ошибиться с выбором глины, ее следует проверить следующими способами:
- Растереть глину в руке. Оценка результата: на ощупь не должно ощущаться песчинок.
- Бросить комок материала на землю. Оценка результата: глина должна превратиться в лепешку. Если она растрескалась или распалась на части, использовать глину нельзя.
- Слепить фигуру из глины. Оценка результата: материал в руке должен легко поддаваться лепке.
Этапы самостоятельного производства рассмотрены далее.
Подготовительный этап
Вымочить глину в воде в течение трех дней. Далее перемешать ее с помощью купленной в магазине глиномешалки (можно использовать другие устройства) подобного действия. Перемешивать глину нужно не менее двух раз.
Формирование черепицы
 Для этого этапа необходимо подготовить плоскую рамку размером 33 х 21 см, толщиной 2,5 см (не более). В качестве основного материала можно использовать дерево или металл. Для дна нужно подготовить подвижную доску толщиной не более 1,25 см. Она должна свободно проходить внутрь.
Для этого этапа необходимо подготовить плоскую рамку размером 33 х 21 см, толщиной 2,5 см (не более). В качестве основного материала можно использовать дерево или металл. Для дна нужно подготовить подвижную доску толщиной не более 1,25 см. Она должна свободно проходить внутрь.
- Начальное положение устройства: рамка находится на столе, сверху в нее уложено дно. Вся конструкция посыпана песком. Допускается использовать золу.
- Следующий шаг: берется кусок глины, формируется куб, который нарезается на пласты. Толщина пласта должна быть примерно 2 см. Действие удобно проводить обычной стальной проволокой.
- Пласты укладываются в рамку. Раскатка проводится с помощью скалки, смоченной в воде. Излишки убираются.
- На завершающем шаге рамка снимается, сформированная глина накрывается доской. Затем глиняное изделие переворачивается, дно убирается.
Сушка и обжиг
Изделие должно находиться в сухом помещении на полках или на улице под навесом. Время сушки: 10 суток.
Изделие обжигается с помощью печи. Процедура проводится до того момента, пока черепица не приобретет остеклевший вид.
Далее будет рассмотрены популярный производители цементно-песчаной черепицы.
Известные производители
На рынке производства черепицы хочется выделить следующие марки.
Braas
Одноименная компания применяет для изготовления кровельного материала самые новые технологии. В результате срок эксплуатации их изделий может доходить до 100 лет.
Достоинства черепицы марки Braas:
- Большая гарантия от производителя (30 лет).
- Использование натуральных материалов.
- Многообразие оттенков.
- Шумоизоляция.
- Минимальный нагрев на солнце.
- Высокая прочность.
- Высокое качество.
К недостаткам относят:
- Дорогую стоимость.
- Особые требования к углу наклона крыши.
- Значительный вес.
Цены на цементно-песчаную черепица Браас (Braas) начинаются с 370 рублей за квадратный метр, отзывы о материале весьма неплохие.
О том, как изготавливают цементно-песчаную черепица Браас (Braas), расскажет данное видео:
Ваltic Tile
Цементно-песчаная черепица Sea wave и др. от Ваltic Tile. отличается интересной фактурой. К достоинствам этого материала относят:
- Хорошие качественные и эстетические показатели.
- Очень маленькую поверхность смачивания (благодаря этому с крыши быстро сходит снег и наледь).
К недостаткам относят:
- Возможность возникновения плесени и грибка.
- Плохая стойкость к физическому воздействию.
Цена на черепицу Ваltic Tile начинается от 450 рублей за квадрат.
A-Tiilikate AURA
 Черепица производится в Финляндии. Особенность этой черепицы заключается в точности геометрических размеров. Благодаря чему ее монтаж происходит значительно легче. Стоимость на черепицу A-Tiilikate AURA начинается с отметки в 560 рублей.
Черепица производится в Финляндии. Особенность этой черепицы заключается в точности геометрических размеров. Благодаря чему ее монтаж происходит значительно легче. Стоимость на черепицу A-Tiilikate AURA начинается с отметки в 560 рублей.
По достоинствам черепица AURA схожа с предыдущими вариантами. К этому еще можно добавить хорошие теплоизоляционные свойства. К минусам черепицы относят ее относительную хрупкость. Поэтому материал трудно перевозить.
Источник
Производство цементно-песчаной черепицы
Производство цементно-песчаной черепицы
Черепицу изготовляют двух видов. Первый вид — гончарная, или глиняная. Для ее производства требуется глина определенного состава и, главное, обжиг в громоздких печах. Крупный расход топлива, наличие сушильных помещений и т.п. затрудняют получать глиняную черепицу непосредственно на садовом участке, ферме, сельской усадьбе.
Производство второго вида черепицы, цементно-песчаной, намного проще, чем глиняной. Отпадает необходимость обжига, а значит, и печей, топлива. Исходными материалами для этого вида черепицы являются цемент марки не ниже 200, песок и вода. При этом цемент лучше иметь медленно схватывающийся. Тогда одновременно можно приготовить больше смеси. Скорость схватывания цемента тем выше, чем больше температура воды и воздуха. Применим цемент, период схватывания которого протекает от 30 мин до 1—12 часов. До смешения цемент следует хранить в сухом помещении и в полиэтиленовых мешках. От сырости вяжущие качества цемента резко падают.
Песок для смеси должен содержать мелкие, средние и крупные частицы размером не более 2 мм. Примеси глины, земли, остатков растений и т.п. в песке не допускаются. Добиваются такой консистенции песка путем просеивания его через наклонно стоящую в рамке сетку с величиной ячеек менее 2 мм. Для черепицы предпочтителен речной песок. Его подсушивают и тоже просеивают.
Воду для смеси берут при температуре 15..18 °С, чистую, без запаха и не жесткую. Быстро определить жесткость можно, смывая с рук мыльную пену, которая не так просто убирается с кожи. Смягчают воду без добавления специальных присадок в некоторой степени кипячение, после которого воду охлаждают и сливают, оставляя осадок в емкости.
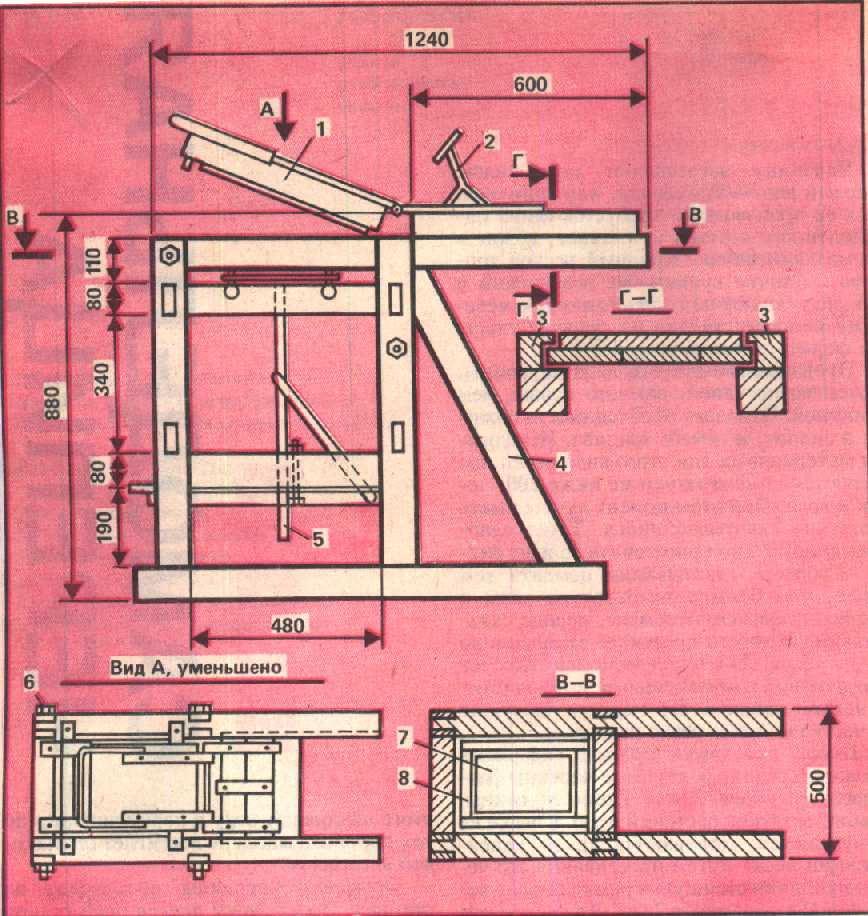
Рис. 1. Деревянный формовочный станок: 1 — пуансон; 2 — опора; 3 — брус-ограничитель; 4 — станина; 5 — выталкивающий механизм; 6 — стяжная шпилька; 7 — матрица; 8 — форма
Заготовку смеси для формовки черепицы производят порциями, используемыми в течение 20. 30 мин. В смесь закладывается 1 часть цемента, 3 части сухого песка и 0,5 части воды. В подходящей емкости все тщательно перемешивается металлической лопатой, пока масса не станет однородной по цвету. После этого подливают воду и перемешивают до тех пор, пока масса не достигнет одинаковой влажности.
Формовку черепицы производят на станках. Простейший деревянный станок был сконструирован в середине нашего века Г. Морозовым. Его станину (рис. 1) делают из чисто оструганного бруса сечением 80?80 мм. Форму (рис.3) изготовляют из досок толщиной 20 мм и шириной 70 мм. Она представляет собой ящик без дна. Стенки формы обшивают кровельной тонколистовой оцинкованной сталью минимальной толщины (0,35. 0,45 мм). Внутренние размеры формы соответствуют размерам матрицы. Нижние края торцовых стенок формы окантовывают стальной полосой шириной 20 мм. Саму форму крепят ушками в центре станины между ножками и боковыми брусьями. Ушки длиной 70. 80 мм являются продолжением стальной полосы, окантовывающей торцовые стенки формы. Эти ушки загибают под прямым углом на высоту 20 мм от верхнего обреза торцовых стенок и крепят к горизонтальным брусьям станины шурупами. Вместо шурупов можно применить винты или болты с гайками. Но как ушки, так и головки метизов следует заглубить в дерево брусьев, ибо горизонтальные верхние части последних являются направляющими при перемещении пуансона между ними. Конечно, форма будет намного долговечнее, если сварить ее при помощи газо- или электросварки из стальных листов толщиной 1,5. 2,5 мм. В свою очередь, чтобы меньше расшатывать стойки станины, их стягивают самодельными болтами или шпильками диаметром 8, 10 или 12 мм, нарезая соответствующую метрическую резьбу на их концах.
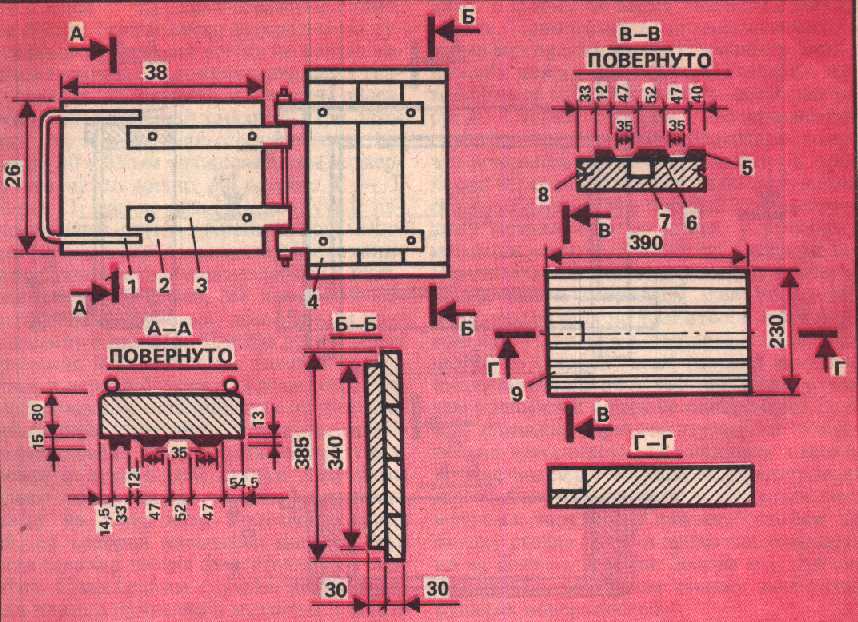
Рис. 2. Формующие части под один из типов пазовой черепицы: 1 — рукоятка; 2 — пуансон; 3 — петля: 4 — направляющий щиток; 5 — металлическая окантовка; 6 — планка; 7 — основание; 8 — шуруп; 9 — матрица
Рисунки на пуансоне и матрице (рис. 2) нужно вырезать в точном соответствии с выбранным типом черепицы. На пуансоне делают зеркальное отражение лицевой стороны черепицы, на матрице — ее обратной стороны с шипом. Зазор между пуансоном и матрицей в форме определяет толщину черепицы. Но увеличение толщины черепицы приведет к утяжелению всей кровли. Следует стремиться, чтобы толщина черепицы в самых тонких местах была 12. 15 мм. Поэтому очень важны, например, соразмерности выступов и впадин на пуансоне и матрице. Возникающие от этого ребра и углубления во многом определяют крепость черепицы. Вот почему большинство деталей станка требуют точного изготовления и сохранения размеров в процессе эксплуатации.
Пуансон изготовляют из древесины твердых пород, предпочтительно из сухого дуба. Плоскости основания пуансона хорошо остругивают рубанком. Наибольшая плоскость станет рабочей, когда на ней будет «возведен» рисунок. В соответствии с выбранным типом черепицы, для примера, к пуансону делают три дубовые планки. Учитывая сложность простановки размеров на сечениях «А-А» и «В-В» (см. рис. 2), приведем эти размеры в тексте. Итак, две планки в одной продольной плоскости имеют ширину 47 мм, а в другой — 35 мм, общая длина каждой планки — 380 мм, высота — 13 мм. Третья планка имеет постоянную ширину 33 мм, длину 380 мм и высоту 15 мм. В ее середине на всю длину плоскости выбирается полуовальная бороздка шириной 12 мм и глубиной 6 мм. Стороны углубления скругляются до половины глубины планки и должны в сечении напоминать равнобедренную трапецию.
Характерным для всех выпуклостей и вогнутостей пуансона является то, что все эти «ямки» и «холмы» в сечении имеют скошенные стенки и закругленные углы. Это, как и в литейных формах, облегчит изъятие готового изделия. В частности, при формовании черепицы к подобной поверхности пуансона меньше будет липнуть масса, а на матрице это обеспечит сравнительно быстрое отделение подсохшей черепицы.
Готовые планки приклеивают и прибивают к основанию пуансона согласно размерам на чертеже. Учитывая влагу массы для формования, пуансон в чисто деревянном исполнении недолго сохранит свою рабочую форму. Конечно, можно для крепости проолифить планки и промежутки между ними, что несколько удлинит жизнь пуансона. Гораздо эффективнее оббить пуансон тонколистовой отожженной медью или алюминием, а на худой конец — и самой тонкой оцинкованной кровельной сталью. Металлическое покрытие следует закрепить гвоздями или шурупами на вертикальных стенках пуансона, углубив их шляпки в основание. Соблюдение первоначально заданных размеров и гладкость обязательны! Покрытие должно плотно облегать планки и впадины, четко выделяя грани.
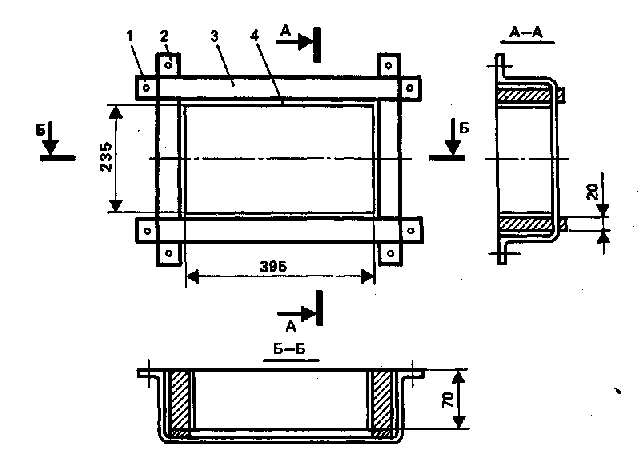
Рис. 3. Форма: 1, 2 — металлические полосы; 3 — стенка; 4 — металлическая окантовка
На рис. 2 показаны матрица и пуансон для черепицы с продольными ребрами. Когда же будут создаваться формующие детали для черепицы типа пазовой штампованной, то появятся и планки, которые нужно будет прибивать на основания матрицы и пуансона поперек удлиненных (но не на них!) с отступом от края на 10. 20 мм (см. рис. 2). Ясно, что в этих случаях удлиненные планки укорачивают.
Грани на тыльных сторонах пуансона и матрицы следует несколько закруглить. Это сохранит и детали, и руки от повреждения. Такую же рекомендацию можно предложить и для направляющего щитка лишь с тем отличием, что здесь нужно закруглить грани по всем сторонам щитка. Для этого подойдут рашпили, напильники с грубой насечкой, пила и даже точило, когда закругление осуществляем поперек волокон доски или бруска. А для снятия угла грани вдоль волокон пригоден нож, рубанок и т.п.
Направляющий щиток составляют из досок (см. рис. 2), которые сбивают в два слоя, крест накрест. Сшитые таким образом доски с двух противоположных сторон образуют выступы в виде четвертей размером 22,5 мм. Пуансон и щиток соединяют между собой двумя самодельными петлями из полосовой стали. Можно использовать для этого и крупные дверные петли, которые, к сожалению, крепят лишь к краям пуансона и щитка, что приводит к расширению отверстий, в которые будут вкручены шурупы или винты с гайками. Дефект исправим, если к тыльной стороне пуансона и укороченной на две четверти стороне щитка присоединить шурупами металлические пластины толщиной 1. 1,4 мм и лишь потом установить петлю или петли, которые позволят мгновенно отсоединить пуансон от матрицы. Чтобы это не произошло самопроизвольно, следует предусмотреть фиксацию.
К пуансону для удобства откидывания прикручивают рукоятку, а к щитку — опору для поднятого пуансона. Суженные на четверть стороны щитка вводят в направляющие станины (см. рис. 1), которые образованы брусами-ограничителями. Для беспрепятственного возвратно-поступательного движения щитка по направляющим станины его соприкасающиеся грани следует закруглить и смазать достаточно консистентной смазкой. При этом ясно, что и в брусьях-ограничителях сечением 80?65 мм также выбраны четверти, что четко видно на разрезе Г—Г (см. рис. 1), где показан и вдвинутый направляющий щиток. Крепить брусья-ограничители к продольным брусам станины предпочтительно самодельными шпильками или болтами М6, М8 или М10 с металлическими шайбами, обычными и пружинными, и гайками. Шайбы предупредят вгрызание и вдавливание головок болтов и гаек в дерево брусов и, кроме того, устранят самоотвинчивание гаек на длительный период. Этот тип соединения можно рекомендовать и для других узлов станка. Гвозди в деревянном станке допустимы только тогда, когда можно загнуть их ножку на плоскости, противоположной той, на которой находится шляпка, или когда шляпка гвоздя фиксируется от поднятия. С последним случаем встретимся, если планки пуансона и матрицы прибить гвоздями, после чего облицевать рабочую поверхность этих пуансона и матрицы металлическими листами.
Выталкивающий механизм монтируется под формой, в центре, между ножками станины, так, чтобы его пластина входила в форму не выше нижнего среза ее стенок. Принципиальная кинематическая схема крепления выталкивающего механизма к поперечным брусам станины, находящимся между ножками, показана на рис.4. Стойка совершает возвратно-поступательное движение благодаря тому, что в верхней части, под пластиной, проходит через втулку, имеющую наружную резьбу. Сама втулка продета сквозь середину металлического листа, к которому крепится четырьмя гайками. Сначала заворачиваем по гайке с каждой стороны листа, потом добавляем еще по одной. Вторая пара гаек не даст отвернуться первой паре. Успешнее это соединение осуществить сваркой, если таковая имеется. Металлический лист уже в сборе с втулкой крепится к верхним поперечным брусам станины. Причем втулку не обязательно вытачивать на токарном станке, вполне подойдет обрезок водогазопроводной трубы с подходящим внутренним диаметром к наружному диаметру стойки. Во втулку стойка должна проходить свободно, но не болтаться в ней. Зазора в 1. 1,6 мм достаточно, учитывая смазку контактирующих поверхностей.
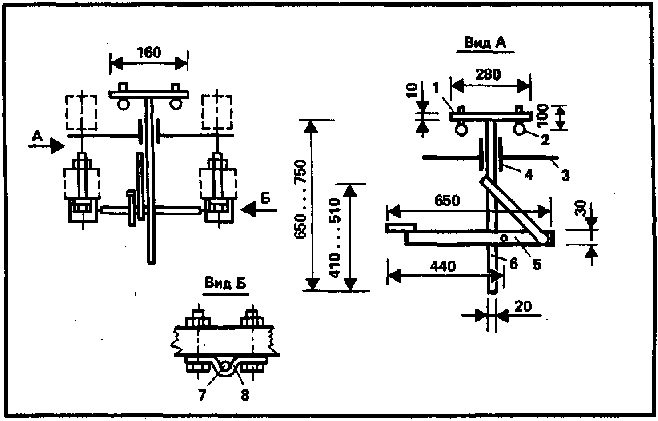
Рис. 4. Выталкивающий механизм: 1 — пластина; 2 — палец; 3 — металлический лист; 4 — втулка; 5 — рычаг; 6 — стойка; 7 — ось; 8 — скоба
Рычаг поворачивают вокруг оси (см. рис. 4), которая фиксируется на нижних поперечных брусьях двумя скобами. А чтобы ось не выдвигалась самопроизвольно из скоб, по концам ее ставят шайбы со шплинтами, для которых в оси сверлят два отверстия. Можно обойтись и без металлических шайб, если по концам оси проточкой создать заплечики. Последние будут опираться в торцы скоб. В любом случае скобы предпочтительно гнуть из стальной полосы толщиной не менее 2. 3 мм.
Пооперационная работа станка начинается с отведения пуансона и укладки его на опору (см. рис. 1). Затем на пластину выталкивающего механизма, заменяющего дно формы, укладывают матрицу тыльной стороной. Рисунок матрицы смазывают жирным составом, который не допустит сцепления массы в процессе подсыхания с поверхностью рисунка. В прошлом таким составом была нефть. На производство 1000 шт. черепицы тратили 6. 8 кг. Важно иметь такой состав смазки, который отталкивал бы воду, содержащуюся в формующейся массе.
Затем в форму закладывают заранее приготовленную массу. Опыт покажет, сколько приблизительно ее следует опустить в форму, чтобы осталось место для опускаемого с силой пуансона. И тут не следует забывать, что хоть и есть у пуансона направляющий щиток, но и сам пуансон верно встанет в форме только тогда, когда углубится в нее на высоту рисунка.
За рукоятку на пуансоне протягиваем его до переднего конца формы. Это протягивание допустимо, когда на черепице нет поперечных ребер и впадин и когда пуансон короче формы. Причем обычно возвратно-поступательное протягивание повторяют два-три раза и, убедившись в четкости рисунка, возвращают пуансон на опору. В случае производства черепицы с поперечными и продольными ребрами и впадинами можно оказывать лишь вертикальное давление на пуансон, длина которого должна совпадать с длиной формы. Вот когда существенна правильная доза массы в форме. Пуансон еще называют кареткой-матрицей именно за способность не только выжимать рисунок, но и как бы простругивать его при возможности возвратно-поступательного движения. Этим перемещением, кстати, пользуются для железнения лицевой поверхности черепицы.
Это железнение заключается в том, что лицевую поверхность отформованной черепицы после поднятия пуансона посыпают сухим цементом или смесью цемента с охрой, мумие или другими щелочестойкими пигментами. Здесь же в форме «сдобренную» поверхность обрызгивают водой. Потом опускают пуансон и возвратно-поступательным его движением заглаживают порошкообразное покрытие. Нажатием на рычаг приводится в движение выталкивающий механизм. Его пластина на пальцах приподнимает и извлекает из формы матрицу с отформованной черепицей. В таком виде черепицу (ОБЯЗАТЕЛЬНО С МАТРИЦЕЙ!) относят на стеллаж для сушки в закрытое и без сквозняков помещение. Здесь черепицу периодически (3—4 раза в день) поливают чистой водой. Понятно, что если черепица еще не застыла и мягкая, то размывать ее водой не следует. Чтобы уменьшить количество поливок, черепицу иногда посыпают, например, влажными опилками.
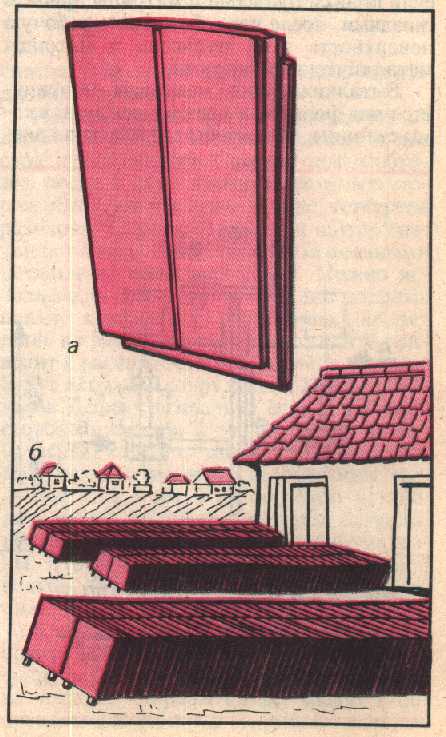
Рис. 5. Готовая черепица: а — из цемента марки 400 и песка средней крупности; б — складирование перед отправкой черепицы
Эти поливки в основном совершают по истечении двух-трех суток, когда отформованная черепица снята с матрицы и поставлена на стеллаж на малое боковое ребро. В таком положении черепица находится еще 5. 8 суток. Затем ее выносят из помещения и складывают в тени на большое ребро (рис. 5). По истечении 2. 3 недель со времени изготовления черепицей можно покрывать крыши.
Производительность описанного станка 200. 300 черепиц в день. А это означает, что на время сушки черепицы с матрицей в течение двух-трех суток потребуется еще по 200. 300 матриц в день. Очевидно, что чем проще будет рисунок на матрице, тем проще будет ее изготовить.
А можно ли обойтись вообще без станка для производства черепицы? Конечно, если требуется малое ее количество. Для этого достаточно иметь один пуансон, несколько матриц и разборную форму, которая представляет собой ящик без дна и крышки, но стенки по одной из оси симметрии должны разбираться для освобождения матрицы с отформованной черепицей. Есть и другой вариант выдачи матрицы с черепицей без разъятия формы. Для этого делают прямую четырехугольную призму из дерева или другого материала. Перпендикулярное сечение призмы должно равняться или быть несколько меньше прямоугольника основания матрицы. Выталкивающий механизм готов. Форму вместе с матрицей и черепицей приподнимают и ставят на призму. Затем форму опускают, а черепица с матрицей остается на призме. Ясно, что высота призмы превосходит высоту формы. Саму призму можно заменить, скажем, металлической конструкцией, состоящей из металлического листа толщиной 3. 5 мм в основании, стойки и пластины у верхушки.
Описанный деревянный станок сделан по образу и подобию металлического (рис. 6), который серийно выпускался ранее мелкими партиями, что и заставило умельцев мастерить собственные станки. На металлическом станке за месяц изготавливали 10—12 тыс. штук черепицы. Эти станки вполне можно использовать для индивидуальной трудовой деятельности. При наличии металла, сварочного оборудования и токарного станка наладить производство станков для изготовления черепицы не представляет особого труда.

Рис. 6. Металлический формовочный станок: 1 — ящик-обрезчик; 2 — каретка-пуансон; 3 — матрица; 4 — ящик с ситом для цемента с красителем или без него; 5 — станина; 6 — форма; 7 — выталкивающий механизм; а — станок; б — работа на станке; в — черепица
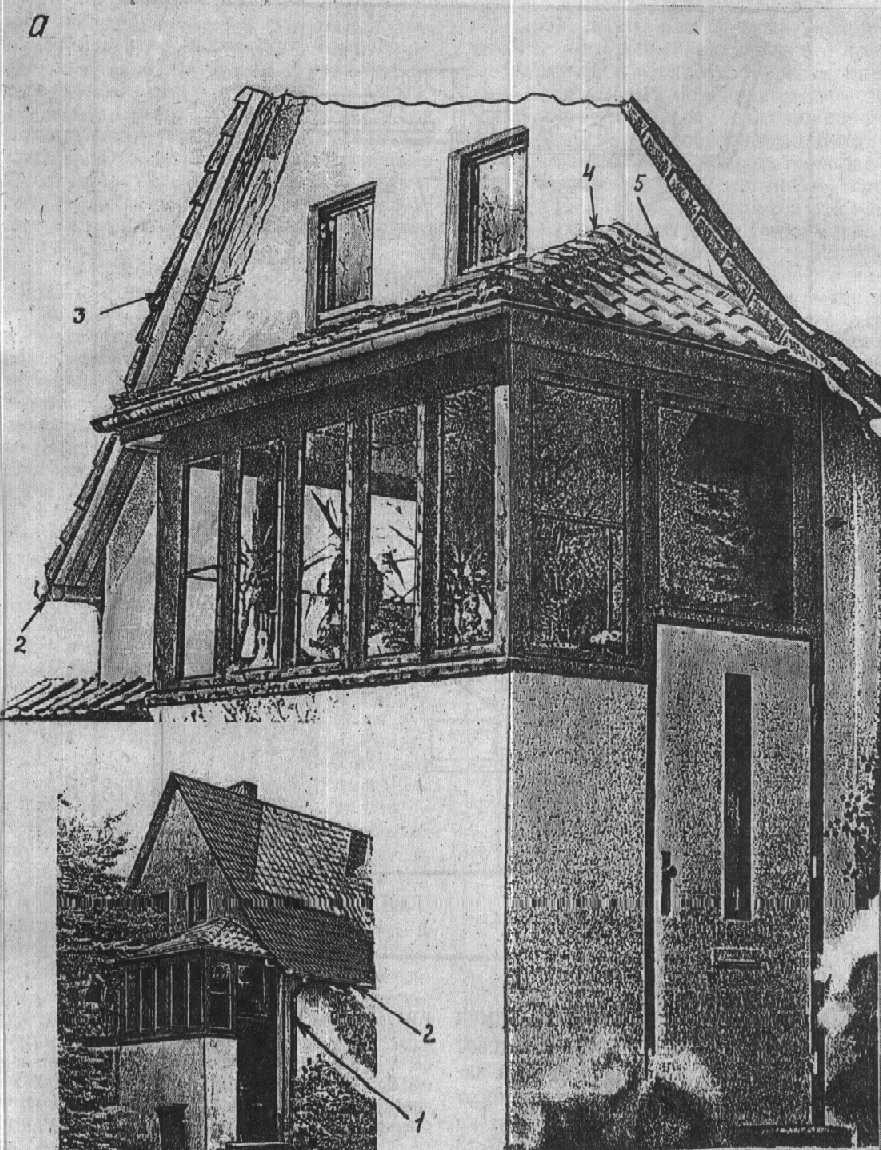
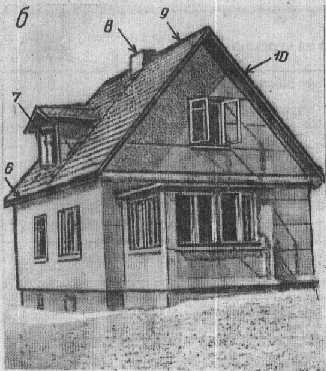


Рис. 7. Дома под черепичными крышами: а — в Германии; б — в Таллинне; в — в Японии; г — в Венеции; 1 — водосточная труба; 2 — желоб; 3 — черепица; 4 — ребро; 5 — примыкание черепицы к стене; 6 — карниз; 7 — слуховое окно; 8 — дымовая труба; 9 — конек; 10 — ветровая доска
Черепицу как кровельный материал применяли уже в глубокой древности. Дома под гончарными и мраморными крышами строили еще в древности греки и римляне. В XII веке эти крыши появились в Германии и близлежащих странах. В настоящее время в Западной Европе (рис. 7) широко используют черепицу. Наша страна о черепице забыла. Кровля 50. 70-летней давности иногда напоминает о черепице. Хотя любой хозяин фермы и даже садового участка может самостоятельно изготовить черепицу цементно-песчаного типа на своей территории.
Кровли из черепицы огнестойки, долговечность достигает 100 лет и более. Однако черепица хрупка и имеет большой вес по сравнению с другими кровельными материалами. Поэтому к прочности стропил и обрешетки предъявляют повышенные требования. Это необходимо еще и потому, что черепицы с грубым рельефом (S-образная, желобчатая. ) задерживают снег.
Читайте также
ЦЕМЕНТНО-ВОЛОКНИСТЫЙ САЙДИНГ
ЦЕМЕНТНО-ВОЛОКНИСТЫЙ САЙДИНГ Цементно-волокнистый, или фиброцементный сайдинг — один из наиболее долговечных материалов для наружной облицовки домов. У него масса достоинств, в то время как недостатков он практически лишен.Сфера использования цементно-волокнистого
Цементно-стружечная плита
Цементно-стружечная плита Широкое применение находит и новый экономичный материал для отделки и строительства – цементно-стружечные плиты (ЦСП).ЦСП – современный, экологически чистый, трудносгораемый материал, относящийся к группе материалов, используемых в
Производство и классификация гипсокартонных материалов
Производство и классификация гипсокартонных материалов Технологический процесс изготовления гипсокартонных листов (ГКЛ) включает формирование на конвейере плоской непрерывной полосы с сечением заданной формы (требуемой толщины и типа боковых кромок) шириной 1200?1300 мм,
Цементно-песчаный раствор
Цементно-песчаный раствор Этот раствор применяется для устранения неровностей на облицовываемой поверхности, для укладки керамической, стеклянной и гипсовой плитки, карт ковровой мозаики, плит из природного камня, а также для заделки швов. В состав цементно-песчаного
Семейство черепицы
Семейство черепицы Черепичное покрытие — самое тяжелое из всех вариантов кровельного исполнения. Следовательно, основание под него должно быть более прочным, чем просто деревянная обрешетка. Кстати, не забываем и о том, что, укрепляя ее, одновременно необходимо
Укладка черепицы на кровле
Укладка черепицы на кровле Стропила, как правило, имеют дополнительные элементы (рис. 8 г). В этом случае по поперечному сечению подкосы и стойки равны стропилу, схватки изготовляют из доски 4?18 см или из пластины 14/2 см. Поперечное сечение прогона зависит от расстояния между
Цементно-песчаный раствор
Цементно-песчаный раствор Этот раствор применяется для устранения неровностей на облицовываемой поверхности, для укладки керамической, стеклянной, гипсовой плитки, карт ковровой мозаики из них, плит из природного камня, а также для заделки швов.В состав
Производство стяжки
Производство стяжки В данной книге уже несколько раз упоминалось слово «стяжка». У многих незнакомых со строительной терминологией людей в силу вполне понятных ассоциаций может возникнуть впечатление, что эта таинственная стяжка призвана что-то «стягивать». Если и вы
Источник