- Предисловие
- 1. Область применения
- 2. Нормативные ссылки
- 3. Определения
- 4. Классификация, сортамент
- 5. Технические требования
- 6. Правила приемки
- 7. Методы контроля
- 8. Упаковка, маркировка, транспортирование и хранение
- 9. Требования безопасности
- ПРИЛОЖЕНИЕ А (обязательное) Схема условных обозначений проката с полимерным покрытием
- ПРИЛОЖЕНИЕ Б (обязательное) Схема отбора проб для проведения контрольных испытаний
- ПРИЛОЖЕНИЕ В (обязательное) Метод измерения толщины полимерного покрытия
- ПРИЛОЖЕНИЕ Г (обязательное) Метод определения адгезии полимерного покрытия (метод решетчатых надрезов)
Предисловие
1. РАЗРАБОТАН ОАО «Новолипецкий металлургический комбинат»
ВНЕСЕН Техническим комитетом по стандартизации ТК 375 «Металлопродукция из черных металлов и сплавов»
2. ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 25 ноября 2003 г. № 330-ст
3. ВВЕДЕН ВПЕРВЫЕ
ГОСТ Р 52146-2003
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОКАТ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНЫЙ И ХОЛОДНОКАТАНЫЙ ГОРЯЧЕОЦИНКОВАННЫЙ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ С НЕПРЕРЫВНЫХ ЛИНИЙ
Cold rolled and cold rolled hot-galvanized sheet with polymer coating, prepainted by the continuous coil-coating process. Specifications
Дата введения 2004-07-01
1. Область применения
Настоящий стандарт распространяется на тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный прокат с полимерным (лакокрасочным и пластизолевым) покрытием, нанесенным валковым методом в агрегатах непрерывного действия, предназначенный для применения в строительстве, приборостроении, при производстве внешних панелей бытовой техники и других отраслях промышленности, кроме автомобилестроения.
2. Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.005-75 Система стандартов безопасности труда. Работы окрасочные. Общие требования безопасности
ГОСТ 12.3.008-75 Система стандартов безопасности труда. Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 1050-88 Прокат сортовой калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 6456-82 Шкурка шлифовальная бумажная. Технические условия
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 9825-73 Материалы лакокрасочные. Термины, определения и обозначения
ГОСТ 14918-80 Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 19851-74 Лента резаная из холоднокатаного проката. Технические условия
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 26877-91 Металлопродукция. Методы измерения отклонений формы
3. Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3. 1. полимерное (лакокрасочное, пластизолевое) покрытие: Пленка на основе высокомолекулярных соединений на поверхности проката, сформированная при горячей сушке нанесенных валковым методом жидких лакокрасочных материалов (грунтовок, отделочных и защитных эмалей, пластизолей) и обладающая комплексом защитных, декоративных, физико-механических и других специальных свойств.
3.2. грунтовочный слой: Нижний слой в системе двухслойного полимерного покрытия, наносимый непосредственно на металлическую поверхность, предназначенный для обеспечения прочного сцепления и высокой коррозионной стойкости полной системы покрытия.
3.3. лицевая сторона проката с полимерным покрытием: Сторона, подвергающаяся влиянию внешних воздействий.
3.4. обратная сторона проката с полимерным покрытием: Сторона, противоположная стороне, подверженной влиянию внешних воздействий.
3.5. необрезная кромка проката с полимерным покрытием: Кромка, которую не обрезают после стана холодной прокатки.
3.6. двухслойное полимерное покрытие: Покрытие, состоящее из слоя грунта и слоя отделочной эмали или пластизоля.
3.7. однослойное покрытие: Покрытие обратной стороны проката, состоящее из слоя защитной эмали без регламентирующих требований к внешнему виду, коррозионной стойкости, деформируемости и т.д.
3.8. прокат с односторонним полимерным покрытием: Прокат с двухслойным полимерным покрытием на лицевой стороне и однослойным полимерным покрытием на обратной стороне.
Примечание — На обратной стороне проката однослойное покрытие наносят с целью защиты от механических повреждений покрытия лицевой стороны проката во время транспортирования и хранения у потребителя.
3.9. прокат с двусторонним полимерным покрытием: Прокат с двухслойным полимерным покрытием на лицевой и обратной сторонах.
3.10. обрезная кромка проката с полимерным покрытием: Кромка, которую обрезают после холодной прокатки и термической обработки перед обработкой на линии агрегата полимерных покрытий.
4. Классификация, сортамент
4.1. Прокат с полимерным покрытием подразделяют:
по виду продукции на:
— ленту резаную в рулонах;
по виду основы на:
— прокат тонколистовой холоднокатаный,
— прокат тонколистовой холоднокатаный горячеоцинкованный;
по типу покрытий на:
— ЛКП — лакокрасочное покрытие холоднокатаного проката,
— ЛКПОЦ — лакокрасочное покрытие холоднокатаного горячеоцинкованного проката,
— ПЗП — пластизолевое покрытие холоднокатаного проката,
— ПЗПОЦ — пластизолевое покрытие холоднокатаного горячеоцинкованного проката;
по виду покрытий на:
по способности к вытяжке основы:
— ВГ — весьма глубокой,
по точности прокатки основы:
— AT — повышенной точности,
— БТ — нормальной точности;
по плоскостности на:
по характеру кромки:
— НО — с необрезной кромкой,
— О — с обрезной кромкой;
по внешнему виду поверхности двухслойного покрытия (в соответствии с таблицей 3 ) на два класса: 1 и 2.
4.2. С учетом типа, вида и класса покрытия готовый прокат имеет следующие обозначения:
ЛКП — 1/1 ЛКП -1/2 ЛКП — II /1
ЛКПОЦ — 1/1 ЛКПОЦ – 1/2 ЛКПОЦ — II /1
ПЗП — 1/1 ПЗП — 1/2 ЛКП — II /2
ПЗПОЦ — 1/1 ПЗПОЦ – 1/2 ЛКПОЦ — II /2
4.3 Схема условных обозначений проката с полимерным покрытием приведена в приложении А .
4.4. Размеры основы:
— холоднокатаной — 0,35 — 2,00;
— холоднокатаной горячеоцинкованной — 0,35 — 2,00.
— рулона, листа — 500 — 1800;
— ленты — 100 — 499.
4.4.3. Длина листов — из ряда размеров по ГОСТ 19904.
4.5. Предельные отклонения по толщине основы:
— холоднокатаной (рулон, лист) — по ГОСТ 19904;
— горячеоцинкованной (рулон, лист) — по ГОСТ 14918.
4.6. Предельные отклонения по ширине проката с полимерным покрытием, мм:
— с необрезной кромкой — от 0 до плюс 20;
— с обрезной кромкой — от 0 до плюс 5.
4.7. Отклонение от плоскостности, серповидность и требования к кромке листов — по ГОСТ 19904.
4.8. Телескопичность рулона должна быть не более 20 мм.
4.9. Внутренний диаметр рулона — 500 — 600 мм.
4.10. Максимальная масса, т:
— пачки листов — 10,0;
— рулона резаной ленты — 5,0.
5. Технические требования
5.1. Прокат с полимерным покрытием изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
5.2. Химический состав основы — по ГОСТ 380, ГОСТ 1050, ГОСТ 9045, ГОСТ 14918 или другим нормативным документам по согласованию с потребителем.
5.3. Требования по механическим свойствам основы
5.3.1. Для холоднокатаной основы при способности к вытяжке СВ, ВГ — по ГОСТ 9045, при способности к вытяжке Г, Н — по ГОСТ 16523.
5.3.2. Для холоднокатаной горячеоцинкованной основы при способности к вытяжке СВ — по ГОСТ 9045, при способности к вытяжке ВГ, Г, Н — по ГОСТ 14918.
5.4. Материалы, применяемые для изготовления полимерного покрытия, их обозначения и диапазон толщины приведены в таблице 1.
Диапазон толщины, мкм
поливинилденфторидная эмаль (ПВДФ)
ПВХ пластизоль (ПЗ)
* Общая толщина покрытия вместе с грунтом.
По согласованию между изготовителем и потребителем допускается применение других типов материалов. Нормативным документом на лакокрасочный материал является документ о качестве изготовителя данного материала.
5.5. Цвет полимерного покрытия на лицевой и обратной сторонах проката устанавливают по согласованию между изготовителем и потребителем.
5.6. Номинальную толщину полимерного покрытия на лицевой и обратной сторонах проката и количество слоев покрытия устанавливают по согласованию между изготовителем и потребителем.
5.6.1. Предельные отклонения толщины полимерного покрытия на лицевой стороне проката в зависимости от диапазона номинальной толщины представлены в таблице 2.
Предельное отклонение толщины полимерного покрытия
Номинальная толщина полимерного покрытия
Св. 10 до 20 включ.
Св. 20 до 25 включ.
Св. 25 до 35 включ.
Св. 35 до 60 включ.
Св. 60 до 100 включ.
Св. 100 до 200 включ.
Св. 200 до 500 включ.
Нижнее отклонение для среднего значения толщины покрытия из трех измерений
Нижнее отклонение для значения толщины покрытия при каждом из трех проведенных измерений
1. Предельные отклонения толщины полимерного покрытия при номинальной толщине 10 мкм и менее согласовываются между изготовителем и потребителем.
2. Верхнее отклонение толщины полимерного покрытия не нормируют.
5.7. Толщину, предельные отклонения по толщине и дополнительные требования к покрытию обратной стороны проката устанавливают по согласованию между изготовителем и потребителем.
5.8. Внешний вид проката с двухслойным полимерным покрытием должен соответствовать требованиям таблицы 3.
Характеристика внешнего вида покрытия на лицевой стороне проката
Поверхность покрытия должна быть однотонной.
Поверхность покрытия должна быть сплошной, без дефектов, проникающих до металлической основы.
На поверхности ЛКПОЦ не должен визуально наблюдаться узор кристаллизации цинка.
Допускаются отдельные дефекты размером не более 3 мм, не проникающие до металлической основы, или небольшие группы таких дефектов.
Допускаются дефекты покрытия на расстоянии не более 5 мм от кромки рулона
Поверхность покрытия должна быть однотонной с тиснением или без тиснения.
Поверхность покрытия должна быть сплошной, без дефектов, проникающих до металлической основы.
Допускаются отдельные дефекты размером не более 3 мм, не проникающие до металлической основы, или небольшие группы таких дефектов, расположенные периодически или хаотически, а также отдельные участки с искажением рисунка (рельефа) тиснения.
Допускаются дефекты покрытия на расстоянии не более 5 мм от кромки рулона
ЛКП, ЛКПОЦ, ПЗП, ПЗПЦ
Кроме дефектов, указанных для 1-го класса покрытия, допускаются:
участки с различным блеском;
царапины, не проникающие до металлической основы;
другие дефекты, согласованные с потребителем.
Допускаются дефекты покрытия на расстоянии не более 10 мм от кромки рулона
Примечание — Характеристики внешнего вида определяют визуально без применения увеличительных приборов.
5.9. Однослойное защитное полимерное покрытие на обратной стороне проката должно быть сплошным. По согласованию сторон допускаются непрокрасы, шагрень, штрихи, риски, включения.
5.10. В рулонах и пачках проката с полимерным покрытием 1-го класса допускается до 5 % проката с полимерным покрытием 2-го класса.
5.11. В рулонах проката с полимерным покрытием допускается не более одного шва. При этом качество поверхности полимерного покрытия на расстоянии до 5 м от шва в обе стороны не регламентируется.
5.12. Показатели качества двухслойного полимерного покрытия на лицевой стороне проката и методы испытаний приведены в таблице 4.
Показатель качества полимерных покрытий
Значение показателя качества полимерных покрытий
1 Адгезия, баллы
2 Прочность при обратном ударе, Дж
3 Прочность при растяжении по Эриксену, мм
4 Прочность при изгибе на 180°
5 Твердость полимерного покрытия
6 Цветовое различие Δ Е
Примечания
1. Для проката с двусторонним полимерным покрытием показатели качества покрытий на лицевой и обратной сторонах проката могут быть одинаковыми или различными по согласованию с потребителем.
2. Твердость полимерного покрытия (метод карандаша) определяют типом материала, применяемого для изготовления полимерного покрытия.
3. Объем показателей качества полимерного покрытия и методы контроля устанавливают по согласованию между изготовителем и потребителем при оформлении заказа.
4. При отсутствии у потребителя приборов для измерения блеска и цветового различия контроль этих показателей может быть визуальным по образцу, согласованному с потребителем при оформлении заказа.
Указанные показатели качества полимерного покрытия согласовываются между изготовителем и потребителем и зависят от типа применяемых лакокрасочных материалов.
5.13. По согласованию между изготовителем и потребителем могут быть установлены дополнительные специальные показатели качества полимерного покрытия.
5.14. Для защиты поверхности полимерного покрытия от механических повреждений при транспортировании и переработке допускается нанесение на лицевую сторону проката легко удаляемой полимерной пленки (самоклеящейся или термокашированием).
6. Правила приемки
6.1. Правила приемки проката с полимерным покрытием — по ГОСТ 7566.
6.2. Прокат с полимерным покрытием принимают партиями. Партия должна состоять из металла одной марки стали, одной плавки, одного вида покрытия, одного вида проката, одного цвета и тиснения пленки, одного размера, изготовленной в одном технологическом режиме.
6.3. Партию проката с полимерным покрытием сопровождают документом о качестве в соответствии с ГОСТ 7566.
Показатели качества полимерного покрытия и данные химического состава в документе о качестве указывают по требованию потребителя.
6.4. Для контроля соответствия проката с полимерным покрытием требованиям настоящего стандарта от партии отбирают одну пачку или один рулон.
7. Методы контроля
7.1. Геометрические размеры основы измеряют:
— толщину — на расстоянии не менее 20 мм от кромки и не менее 2 м от конца рулона;
— ширину — на расстоянии не менее 2 м от конца рулона;
— серповидность и отклонение от плоскостности — по ГОСТ 26877.
Телескопичность рулонов проката с покрытием определяют по ГОСТ 26877.
7.2. Испытания основы проводит изготовитель до нанесения полимерного покрытия. Результаты испытаний записывают в документе о качестве по требованию потребителя.
7.3. Контроль внешнего вида поверхности полимерного покрытия и кромок проводят без применения увеличительных приборов.
7.4. Для проведения испытаний отбирают один лист от контрольной пачки и один отрезок длиной 1 м от конца или начала контрольного рулона. Отбор образцов (проб) от листа или отрезка — в соответствии с приложением Б .
7.5. Метод измерения толщины полимерного покрытия приведен в приложении В .
7.6. Метод определения адгезии полимерного покрытия (метод решетчатых надрезов) — в приложении Г .
7.7. Метод определения прочности полимерного покрытия при обратном ударе — в приложении Д .
7.8. Метод определения прочности покрытия при растяжении по Эриксену — в приложении Е .
7.9. Метод измерения прочности полимерного покрытия при изгибе — в приложении Ж .
7.10. Метод измерения твердости полимерного покрытия — в приложении И .
7.11. Метод измерения цветового различия материалов с полимерным покрытием — в приложении К .
7.12. Метод измерения блеска полимерного покрытия — в приложении Л .
7.13. По согласованию между изготовителем и потребителем допускается применение других методов испытаний качества полимерного покрытия.
8. Упаковка, маркировка, транспортирование и хранение
8.1. Упаковка, маркировка, транспортирование и хранение — по ГОСТ 7566 с дополнениями.
8.2. Упаковка проката с полимерным покрытием должна предохранять от попадания влаги на торцы пачек и рулонов и в межвитковое пространство рулонов, а также предохранять рулоны и пачки от механических повреждений при их транспортировании.
8.3. Каждый рулон (пачку) снабжают упаковочным ярлыком или биркой с указанием наименования предприятия-поставщика, номера партии, марки стали, геометрических размеров проката с полимерным покрытием и цвета покрытия, массы нетто, длины полосы в рулоне или количества листов в пачке, номера настоящего стандарта.
8.4. Прокат транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на конкретном виде транспорта.
8.5. Прокат с полимерным покрытием должен храниться в условиях, соответствующих требованиям ГОСТ 15150 для условий хранения ЖЗ.
8.6. Изготовление изделий из проката с лакокрасочным покрытием осуществляют при температуре не ниже плюс 15°С, с пластизолевым покрытием — при температуре не ниже плюс 10°С.
Максимальный срок хранения проката с полимерным покрытием до его переработки у потребителя не должен превышать 6 мес. с момента (дня) изготовления проката.
9. Требования безопасности
9.1. Прокат с полимерным покрытием является нетоксичным и негорючим материалом.
9.2. Требования к обеспечению пожарной безопасности при производстве проката с полимерным покрытием должны соответствовать ГОСТ 12.3.002, ГОСТ 12.3.005 и ГОСТ 12.3.008.
9.3. Все работы, связанные с применением проката с полимерным покрытием, следует проводить с соблюдением требований безопасности по ГОСТ 12.3.002 и ГОСТ 12.3.005.
9.4. Производственный контроль за соблюдением санитарных правил и выполнением санитарно-противоэпидемических (профилактических) мероприятий проводят в соответствии с требованиями санитарных правил [2] .
9.5. Условия производства, упаковывания, транспортирования и хранения тонколистового холоднокатаного и холоднокатаного горячеоцинкованного проката с полимерным (лакокрасочным, пластизолевым) покрытием не должны оказывать вредного воздействия на человека.
ПРИЛОЖЕНИЕ А
(обязательное)
Схема условных обозначений проката с полимерным покрытием
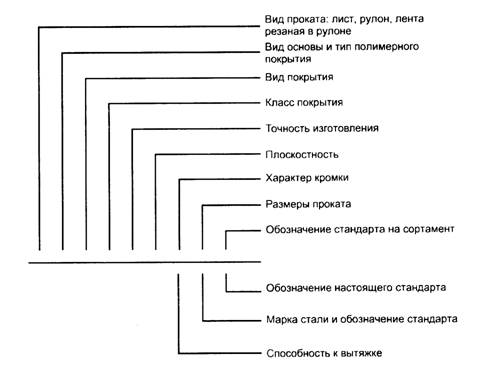
Примечание — При отсутствии какого-либо из параметров его выбирает предприятие-изготовитель.
Пример условного обозначения проката с полимерным покрытием
Лист холоднокатаный горячеоцинкованный с лакокрасочным двусторонним покрытием ( II ) внешнего вида поверхности класса 2 (ЛКПОЦ II /2), нормальной точности прокатки (БТ), нормальной плоскостности (ПН), с обрезной кромкой (О), размерами 0,40×500×1200 мм, сложной вытяжки (СВ), из стали марки 08Ю по ГОСТ 9045-93:

ПРИЛОЖЕНИЕ Б
(обязательное)
Схема отбора проб для проведения контрольных испытаний
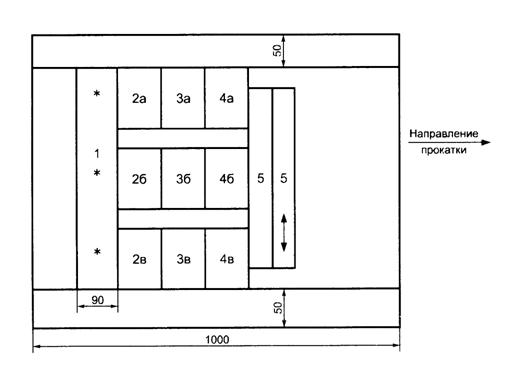
Примечание — «*» обозначает место испытания.
Наименование показателя, обозначение (в соответствии с рисунком Б.1), размеры и количество образцов приведены в таблице Б.1.
Размеры образцов, мм
Блеск, цветовое различие
Прочность при обратном ударе
Прочность при изгибе Т
Прочность при растяжении
90 × ширина проката с учетом отступа (50 мм) от кромок
ПРИЛОЖЕНИЕ В
(обязательное)
Метод измерения толщины полимерного покрытия
В.1. Условия измерений
При проведении измерений соблюдают следующие условия:
— температура воздуха в рабочем помещении — (20 ±5)°С;
— относительная влажность воздуха в рабочем помещении — (50 ±5) %.
В.2. Метод измерения
Магнитоиндукционный метод измерения толщины полимерного покрытия в диапазоне измерений от 2 до 2000 мкм основан на определении изменений магнитного сопротивления участка цепи преобразователь — контролируемая деталь, зависящего от толщины покрытия, по электродвижущей силе, наводимой в измерительной обмотке преобразователя, питающегося переменным током низкой частоты.
В.3. Средства измерений, вспомогательные устройства, материалы
Толщиномер типа « Permascope » M 10/ M 10 B или любой другой, имеющий аналогичные технические и метрологические характеристики:
диапазон измерения толщины — 0,002 — 2 мм;
точность измерения — 2 % +1 мкм.
Меры толщины для измерения толщины полимерного покрытия электрическими измерительными устройствами.
Психрометр любого типа, обеспечивающий измерение относительной влажности от 30 % до 80 % с погрешностью не более 10 %.
Термометр, обеспечивающий измерение температуры в помещении от 0°С, до 35°С, с ценой деления 0,5°С.
Растворитель любого типа, снимающий полимерное покрытие.
В.4. Подготовка к выполнению измерений
В.4.1. После термической обработки образцы с полимерным покрытием должны остыть до температуры воздуха рабочего помещения.
В.4.2. Магнитоиндукционный метод измерения толщины полимерного покрытия применяют только к продукции с гладкой и плоской подложкой, органическое покрытие может быть структурированным.
В.4.3. Магнитоиндукционный метод не разрушает покрытия при измерении толщины полимерного покрытия на металлических подложках из холоднокатаной стали. В данном случае нет возможности электрическим зондом измерить одновременно металлическое и органическое покрытия. Сначала измеряют общую толщину металлического и полимерного покрытий. После удаления слоя краски толщину металлического покрытия следует измерить в том же месте. Разность между значением общей толщины и значением толщины металлического покрытия равна толщине полимерного покрытия. Органическое покрытие удаляют при помощи соответствующего растворителя. После определенного времени контакта с растворителем размягченное покрытие удаляют при помощи абразива и (или) тупого ножа. Абразивная обработка не должна затрагивать металлическое покрытие.
В.5. Порядок выполнения измерений
В.5.1. Настройка прибора
Прибор настраивают в соответствии с документацией (Техническим описанием, Инструкцией по эксплуатации и др.). При настройке прибора на «ноль» используют пластинку металла без полимерного покрытия, которая имеет такую же форму, толщину, магнитные свойства, как у контролируемых образцов. Она должна иметь гладкую плоскую поверхность без грязи и царапин.
При настройке прибора используют меры толщины. Выбирают шкалу с максимальным значением, превышающим расчетную толщину покрытия, и минимальным значением ниже расчетной толщины покрытия.
В.5.2. Выполнение измерений
Помещают зонд на образец с полимерным покрытием. Проводят не менее трех измерений толщины покрытия на гладких поверхностях и не менее пяти измерений на структурированных поверхностях.
В.6. Обработка результатов измерений
За результат измерений принимают среднеарифметическое параллельных определений толщины полимерного покрытия.
В.7. Результаты измерений записывают с точностью до десятых долей, окончательный результат определения толщины полимерного покрытия округляют до целого числа.
В.8. Погрешность данного метода определяется погрешностью измерительного прибора.
ПРИЛОЖЕНИЕ Г
(обязательное)
Метод определения адгезии полимерного покрытия (метод решетчатых надрезов)
Г.1. Условия измерений
При выполнении измерений соблюдают следующие условия:
— температура воздуха в рабочем помещении — (20 ±5)°С;
— относительная влажность воздуха в рабочем помещении — (50 ±5) %.
Г.2. Метод решетчатых надрезов
Метод основан на нанесении решетчатых надрезов в диапазоне от 0 до 5 баллов на готовое органическое покрытие с разрушением полимерного покрытия и последующей оценкой результатов испытаний.
Г.3. Средства измерений, вспомогательные устройства, материалы
Режущий инструмент с углом заточки режущей кромки от 20° до 30° и толщиной лезвия (0,43 ±0,03) мм.
Прозрачная липкая лента любого типа шириной не менее 25 мм.
Лупа с трехкратным увеличением любого типа.
Психрометр любого типа, обеспечивающий измерение относительной влажности от 30 % до 80 % с погрешностью не более 10 %.
Термометр, обеспечивающий измерение температуры в помещении от 0°С до 35°С, с ценой деления 0,5° С.
Испытательная машина типа ИА 5073 или любая другая, имеющая аналогичные технические и метрологические характеристики:
пресс-форма внутренним диаметром (27 +1) мм;
пуансон пресс-формы — сфера диаметром (20 ±1) мм;
скорость движения пуансона — (12 +6) мм/мин.
Линейка металлическая любого типа длиной 300 мм и ценой деления 1 мм.
Г.4. Подготовка к выполнению измерений
Г.4.1. После обработки на агрегате полимерного покрытия образцы с полимерным покрытием должны остыть до температуры воздуха рабочего помещения.
Г.4.2. Образцы должны иметь гладкую поверхность. Расстояние от решетки до края образца должно быть не менее 5 мм.
Г.5. Порядок выполнения измерений
Г.5.1. Наносят надрезы на полимерное покрытие в виде решетки.
Г.5.2. Расстояние между надрезами
Расстояние между надрезами в каждом направлении должно быть одинаковым и зависеть от толщины покрытия и типа основы (таблица Г.1).
Источник