- СНиП 2.02.05-87 ФУНДАМЕНТЫ МАШИН С ДИНАМИЧЕСКИМИ НАГРУЗКАМИ — 10. Фундаменты прессов
- Содержание материала
- Фундамент под гидравлический пресс
- Содержание материала
- ФУНДАМЕНТ ПОД ПРОМЫШЛЕННЫЙ ПРЕСС
- СТРОИТЕЛЬСТВО ФУНДАМЕНТА ПРОМЫШЛЕННОГО ПРЕССА
- СТРОИТЕЛЬСТВО ФУНДАМЕНТА ПОД ПРЕСС
- § 26. Фундаменты под кривошипные прессы листовой штамповки
- Особенности и принцип работы гидравлического пресса
- Как подготовить сборку пресса
- Как разработать проект пресса с использованием гидравлического домкрата
- Какие понадобятся материалы и инструменты для изготовления пресса
- Как собрать гидравлический пресс
СНиП 2.02.05-87 ФУНДАМЕНТЫ МАШИН С ДИНАМИЧЕСКИМИ НАГРУЗКАМИ — 10. Фундаменты прессов
Содержание материала
10. ФУНДАМЕНТЫ ПРЕССОВ
10.1. Требования настоящего раздела распространяются на проектирование фундаментов винтовых, кривошипных и гидравлических прессов.
10.2. В состав исходных данных для проектирования фундаментов прессов, кроме материалов, указанных в п.1.1, должны входить:
габаритные чертежи пресса с указанием вида выполняемых им технологических операций (штамповка, ковка, вырубка);
масса поступательно движущихся рабочих частей пресса; момент инерции вращающихся рабочих масс винтового пресса относительно оси винта; главные моменты инерции пресса;
скорости поступательного и вращательного движения рабочих частей пресса в момент соприкосновения ползуна с упаковкой; полная деформация поковки в прессе штамповки или ковки, определяемая из графика рабочих нагрузок типовой поковки.
10.3. Фундаменты прессов следует проектировать, как правило, в виде жестких плит или монолитных блоков.
10.4. Фундаменты винтовых прессов, предназначенных для штамповки или ковки, следует рассчитывать с учетом импульса вертикальной силы и крутящегося момента относительно вертикальной оси следующим образом:
а) амплитуду вертикальных колебаний аz, м, фундамента следует определять по формуле (1) обязательного приложения 2, в которой значение коэффициента восстановления скорости удара Î следует принимать: при холодной штамповке и ковке Î = 0,5, при горячей штамповке и ковке Î = 0,25, а значение импульса вертикальной силы Jz, кН×с(тс×с), определяется по формуле
где то — масса поступательно движущихся рабочих частей пресса, т (тс×с 2 /м);
v — скорость поступательного движения рабочих частей пресса в момент удара, м/с;
б) амплитуды горизонтальных колебаний ah, y, м, фундамента следует определять по формулам (6) и (7) обязательного приложения 2; при этом значение Î то же, что в п.10.4а, а импульс момента Jy принимается равным
где qоz — момент инерции вращающихся рабочих масс пресса, т×м 2 (тс м×с 2 ), относительно оси винта;
w — угловая частота вращения винта в момент удара, с -1 , принимаемая по заданию на проектирование.
10.5. Амплитуды вертикальных av, м, и горизонтальных ah,j, м, колебаний фундаментов кривошипных прессов при операциях штамповки следует определять по формулам (2)-(5) обязательного приложения 2, в которых значение коэффициента Î = 0; импульс вертикальной силы Jz определяется экспериментальным путем; при отсутствии опытных данных допускается импульс вертикальной силы определять по формуле (59), умножая его значение на коэффициент h, который учитывает влияние жесткости поковки и наличие люфтов в кинематических парах кривошипно-шатунного механизма; при 10 4 кН(10 3 тс) £ Fпот 4 кН(6,3×10 3 тс) допускается принимать h = Fпот/6,3×10 4 (h = Fпот/6,3×10 3 ), а при Fпот > 6,3×10 4 (6,3×10 3 тс) коэффициент h следует принимать равным 1; импульс момента Jj принимается равным импульсу крутящего момента от замедления вращения рабочих частей пресса, возникающего при выполнении штамповки, и определяется экспериментальным путем; при отсутствии опытных данных значение Jj, кН×м×с(тс×м×с), допускается определять по формуле
 (61)
(61)
где Fпот — номинальное усилие пресса, кН(тс);
d — полная деформация поковки в процессе штамповки, м, определяемая из типового графика рабочих нагрузок для рассматриваемой модели пресса (рабочий ход ползуна);
wо — угловая частота вращения кривошипа, с -1 , принимаемая по заданию на проектирование.
При операциях вырубки амплитуду вертикальных колебаний фундамента az, м, следует определять по формуле (1) обязательного приложения 2, в которой коэффициент Î = 0, а значение импульса Jz следует определять экспериментальным путем; при отсутствии опытных данных допускается значение импульса Jz определять по формуле
 (62)
(62)
где F | пот — номинальное усилие пресса, кН(тс), при операции вырубки;
w1 — угловая частота свободных колебаний станины, с -1 , определяе мая по формуле
 (63)
(63)
где Кт — коэффициент вертикальной жесткости станины, кН/м (тс/м), принимаемый по заданию на проектирование;
mt — масса верхней части пресса, расположенной выше середины высоты станины, т(тс×с 2 /м).
10.6. Фундаменты гидравлических прессов, предназначенных для штамповки или ковки, следует рассчитывать на действие импульса вертикальной силы. При этом амплитуду вертикальных колебаний фундамента az cледует определять по формуле (1) обязательного приложения 2, принимая в ней коэффициент Î = 0, а значение импульса Jz — по формуле (59), в которой v — максимальная скорость опускания подвижной траверсы, м/с.
Источник
Фундамент под гидравлический пресс
Содержание материала
- СНиП 2.02.05-87 ФУНДАМЕНТЫ МАШИН С ДИНАМИЧЕСКИМИ НАГРУЗКАМИ
- 1. Общие положения исходные данные для проектирования фундаментов
- Общие требования к проектированию фундаментов
- Общие указания по расчету оснований и фундаментов
- Особенности проектирования свайных фундаментов
- Особенности проектирования фундаментов машин на вечномерзлых грунтах
- 2. Фундаменты машин с вращающимися частями
- 3. Фундаменты машин с кривошипно-шатунными механизмами
- 4. Фундаменты кузнечных молотов
- 5. Фундаменты формовочных машин литейного производства
- 6. Фундаменты формовочных машин для производства сборного железобетона
- 7. Фундаменты оборудования копровых бойных площадок
- 8. Фундаменты дробилок
- 9. Фундаменты мельничных установок
- 10. Фундаменты прессов
- 11. Фундаменты прокатного оборудования
- 12. Фундаменты металлорежущих станкков
- 13. Фундаменты вращающихся печей
- Приложение 1 расчет колебаний фундаментов машин с периодическими нагрузкамим
- Приложение 2 расчет колебаний фундаментов машин с импульсными нагрузками
- Приложение 3 расчет колебаний фундаментов машин на случайные динамические нагрузки
- Приложение 4 расчет колебаний массивных и стенчатых фундаментов машин при кинематическом возбуждении
- Приложение 5 основные буквенные обозначения
- Все страницы
10. ФУНДАМЕНТЫ ПРЕССОВ
10.1. Требования настоящего раздела распространяются на проектирование фундаментов винтовых, кривошипных и гидравлических прессов.
10.2. В состав исходных данных для проектирования фундаментов прессов, кроме материалов, указанных в п.1.1, должны входить:
габаритные чертежи пресса с указанием вида выполняемых им технологических операций (штамповка, ковка, вырубка);
масса поступательно движущихся рабочих частей пресса; момент инерции вращающихся рабочих масс винтового пресса относительно оси винта; главные моменты инерции пресса;
скорости поступательного и вращательного движения рабочих частей пресса в момент соприкосновения ползуна с упаковкой; полная деформация поковки в прессе штамповки или ковки, определяемая из графика рабочих нагрузок типовой поковки.
10.3. Фундаменты прессов следует проектировать, как правило, в виде жестких плит или монолитных блоков.
10.4. Фундаменты винтовых прессов, предназначенных для штамповки или ковки, следует рассчитывать с учетом импульса вертикальной силы и крутящегося момента относительно вертикальной оси следующим образом:
а) амплитуду вертикальных колебаний аz, м, фундамента следует определять по формуле (1) обязательного приложения 2, в которой значение коэффициента восстановления скорости удара Î следует принимать: при холодной штамповке и ковке Î = 0,5, при горячей штамповке и ковке Î = 0,25, а значение импульса вертикальной силы Jz, кН×с(тс×с), определяется по формуле
где то — масса поступательно движущихся рабочих частей пресса, т (тс×с 2 /м);
v — скорость поступательного движения рабочих частей пресса в момент удара, м/с;
б) амплитуды горизонтальных колебаний ah, y, м, фундамента следует определять по формулам (6) и (7) обязательного приложения 2; при этом значение Î то же, что в п.10.4а, а импульс момента Jy принимается равным
где qоz — момент инерции вращающихся рабочих масс пресса, т×м 2 (тс м×с 2 ), относительно оси винта;
w — угловая частота вращения винта в момент удара, с -1 , принимаемая по заданию на проектирование.
10.5. Амплитуды вертикальных av, м, и горизонтальных ah,j, м, колебаний фундаментов кривошипных прессов при операциях штамповки следует определять по формулам (2)-(5) обязательного приложения 2, в которых значение коэффициента Î = 0; импульс вертикальной силы Jz определяется экспериментальным путем; при отсутствии опытных данных допускается импульс вертикальной силы определять по формуле (59), умножая его значение на коэффициент h, который учитывает влияние жесткости поковки и наличие люфтов в кинематических парах кривошипно-шатунного механизма; при 10 4 кН(10 3 тс) £ Fпот 4 кН(6,3×10 3 тс) допускается принимать h = Fпот/6,3×10 4 (h = Fпот/6,3×10 3 ), а при Fпот > 6,3×10 4 (6,3×10 3 тс) коэффициент h следует принимать равным 1; импульс момента Jj принимается равным импульсу крутящего момента от замедления вращения рабочих частей пресса, возникающего при выполнении штамповки, и определяется экспериментальным путем; при отсутствии опытных данных значение Jj, кН×м×с(тс×м×с), допускается определять по формуле
где Fпот — номинальное усилие пресса, кН(тс);
d — полная деформация поковки в процессе штамповки, м, определяемая из типового графика рабочих нагрузок для рассматриваемой модели пресса (рабочий ход ползуна);
wо — угловая частота вращения кривошипа, с -1 , принимаемая по заданию на проектирование.
При операциях вырубки амплитуду вертикальных колебаний фундамента az, м, следует определять по формуле (1) обязательного приложения 2, в которой коэффициент Î = 0, а значение импульса Jz следует определять экспериментальным путем; при отсутствии опытных данных допускается значение импульса Jz определять по формуле
где F | пот — номинальное усилие пресса, кН(тс), при операции вырубки;
w1 — угловая частота свободных колебаний станины, с -1 , определяе мая по формуле
где Кт — коэффициент вертикальной жесткости станины, кН/м (тс/м), принимаемый по заданию на проектирование;
mt — масса верхней части пресса, расположенной выше середины высоты станины, т(тс×с 2 /м).
10.6. Фундаменты гидравлических прессов, предназначенных для штамповки или ковки, следует рассчитывать на действие импульса вертикальной силы. При этом амплитуду вертикальных колебаний фундамента az cледует определять по формуле (1) обязательного приложения 2, принимая в ней коэффициент Î = 0, а значение импульса Jz — по формуле (59), в которой v — максимальная скорость опускания подвижной траверсы, м/с.


Специалисты компании «Синтез ТМК» имеют многолетний опыт в проектировании фундаментов для прессов и другого промышленного оборудования, их строительстве и монтаже оборудования на готовые фундаменты.
ФУНДАМЕНТ ПОД ПРОМЫШЛЕННЫЙ ПРЕСС
Промышленный пресс представляет собой механизм, который создает усилие, необходимое для уплотнения различных веществ, выжимания жидкости и выполнения кузнечно-штампованных работ.
Самыми распространенными прессами являются:
- Гидравлические прессы – в них усилие создается благодаря жидкости (воде или маслу). Такие машины применяются в отраслях легкой промышленности, автомастерских и предприятиях, специализирующихся на переработке вторсырья. Кривошипные (механические) прессы, которые работают с металлами и способны производить операции по листовой и объемной штамповке этого материала.
Фундаменты под промышленное оборудование должны обладать большим весом и прочностью, что позволит им выдерживать нагрузки, возникающие от веса и работы пресса, и гасить вибрации, препятствуя их передаче несущим конструкциям здания и установленному в том же цехе оборудованию.
Промышленные фундаменты делят на две большие группы:
- Рамные фундаменты. Их основу составляет пространственная жесткая рама, закрепленная специальными стойками в опорной плите. Оборудование в данном случае монтируется на верхние горизонтальные элементы рамы. Массивные фундаменты. Такие конструкции состоят из бетонных плит или блоков разной толщины, которая определяется в зависимости от типа устанавливаемого на фундамент оборудования.









СТРОИТЕЛЬСТВО ФУНДАМЕНТА ПРОМЫШЛЕННОГО ПРЕССА
Фундамент под пресс должен выдерживать статические и, возникающие в процессе работы оборудования, динамические нагрузки. Фундамент для решения этой задачи должен производиться из бетона высокой марки и быть в несколько раз тяжелей установленного на него оборудования. Это позволит ему гасить вибрации и не давать усадку.
Избегать передачи вибраций, возникающих во время работы пресса, на конструкции зданий и другое оборудование, установленное в цехе, позволяет грамотное устройство фундамента по пресс. Перед началом проектных работ, инженеры компании «Синтез ТМК» выполняют все необходимые расчеты, беря за основу такие величины, как масса фундамента и оборудования. Также, для того, чтобы составить типовой проект фундамента под пресс, заказчику необходимо предоставить сотрудникам компании «Синтез ТМК» следующие данные: паспорта на оборудование, сведения о технологической планировке здания, сведения о грунтах и грунтовых водах, расчеты по предполагаемой нагрузке на пол, оказываемой прессом, а также информацию о наличии рядом с агрегатом конвейеров и отдельных станков. Помимо этого, учитывается наличие свободных мощностей и расположение инженерных коммуникаций.
При необходимости специалисты «Синтез ТМК» могут самостоятельно провести дополнительные обмеры и произвести расчет фундамента под технологическое оборудование. На основе этих данных составляется рабочая документация марки КЖ, с узлами, спецификация, затем выполняется проект производства работ (ППР), в котором описываются сроки, этапы и способы работ.
В «Синтез ТМК» сроки выполнения работ по строительству фундамента под пресс – от 40 (сорока) рабочих дней.
СТРОИТЕЛЬСТВО ФУНДАМЕНТА ПОД ПРЕСС
Изготовление фундамента для пресса – это достаточно сложный процесс, который потребует от исполнителя не только профессиональных знаний, но и наличия необходимой технической базы. На начальном этапе строительства, выполняются земляные и демонтажные (в том случае, если необходимо удалить старый фундамент) работы. Демонтаж старого фундамента под промышленное оборудование – тоже не простая задача. Извлечь массивную конструкцию можно двумя способами: ударным (с использованием отбойных молотков) и безударным (с использованием технологий алмазной резки), для чего требуется специальное оборудование. В распоряжении сотрудников компании «Синтез ТМК» есть оборудование, необходимое для качественного выполнения требуемых работ.
После завершения земляных работ, выполняется бетонная подготовка, работы по гидроизоляции и виброизоляции фундамента, установка каркаса и пр. Важно, что на этом этапе компания осуществляет постоянный геодезический контроль, а на все скрытые работы составляются акты. Это позволяет гарантировать высокое качество работ, точное соответствие проекту, и, как следствие прочность и долговечность будущего фундамента. Монтажные работы начинаются только после того, как фундамент наберет 70% проектной прочности.
Сроки строительства фундамента для пресса индивидуальны и определяются в ППР, однако следует избегать нарушения технологии, например: нагружать конструкцию до того, как бетон набрал необходимую прочность.
ПОЧЕМУ СЛЕДУЕТ ДОВЕРИТЬ СТРОИТЕЛЬСТВО ФУНДАМЕНТА КОМПАНИИ «СИНТЕЗ ТМК»
Специалисты компании «Синтез ТМК» обладают необходимыми знаниями и опытом, что позволяет им проработать техническое задание и объективно провести обследование, на основе которого будет составлен Проект строительства фундамента марки КМ, КЖ. Они проведут строительно-монтажные работы и проверочные испытания, после которого подготовят исполнительную документацию и сдадут заказчику готовый фундамент. Установка пресса возможна после завершения строительных работ и оформления необходимых документов.
В «Синтез ТМК» над проектированием и строительством фундамента под пресс работают инженеры-конструкторы с высшим техническим образованием и монтажники, с опытом работы от 5 лет.
Наравне с высоким профессиональным уровнем сотрудников, большим опытом работы и наличием в портфеле компании десятков успешно реализованных проектов, основным преимуществом сотрудничества с «Синтез ТМК» для клиента является комплексный подход сотрудников компании к вопросу строительства фундамента под пресс. Инженеры компании выполнят расчеты, составят проектную документацию, выполнят строительные работы. Для решения указанных задач в компании имеется все необходимое инженерное и строительное оборудование.
Компания «Синтез ТМК» предоставляет 2х летнюю гарантию на все выполняемые работы.
Фундаменты под прессы или молоты должны обеспечивать их нормальную эксплуатацию без создания каких-либо помех выполнению функций цеха или находящихся поблизости других объектов. Для удовлетворения этих условий необходимо, чтобы конструкции фундаментов, обеспечивая удобное размещение, и надежное крепление машин, отвечали требованиям прочности и устойчивости, отсутствия чрезмерных осадок и деформаций, отсутствия сильных вибраций и деформаций, вредно влияющих на соседние объекты.
Помимо этого, конструкция фундамента должна быть экономична. Фундаменты под молоты или, прессы имеют обычно такие размеры, при которых фактическое давление, передаваемое фундаментом на основание, не превышает 0,02. 0,07 МН/м2 при фундаментах рамного типа. Таким образом, почти всякий грунт может служить надежным основанием под фундаменты машин. Благодаря компактности фундаментов, имеющих сравнительно небольшие размеры и простую форму в плане,, возможность неравномерных осадок основания практически сводится к нулю. В связи с условиями размещения машин получается такая высота фундамента, при которой он, будучи, армированным, свободно выдерживает нагрузки, передаваемые на него частями машин.
Соблюдение требований, относящихся к недопущению сильных вибраций фундаментов машин, а также соседних с ним зданий и сооружений, представляет более сложную задачу.
Учитывая сказанное, фундаменты делают таких размеров и массой, при которой амплитуды колебаний не превосходят некоторых определенных величин, устанавливаемых на основании имеющегося опыта эксплуатации кузнечно-прессовых машин. Когда же возникает опасение, что работа машины может вредно отразиться на соседних объектах, ис 



пользуют фундаменты специальных, конструкций, снабженных амортизаторами.
По назначению фундаменты делятся на следующие группы: фундаменты под прессы, предназначенные для листовой штамповки; фундаменты под молоты и прессы, предназначенные для ковки и горячей штамповки; фундаменты под оборудование для холодной высадки. Для вертикальных прессов холодной объемной штамповки используют фундаменты, аналогичные индивидуальным фундаментам под листоштамповочные прессы: Для горизонтальных многопозиционных прессов-автоматов холодной объемной штамповки применяют такие же фундаменты, как и под холодновысадочные автоматы.
§ 26. Фундаменты под кривошипные прессы листовой штамповки
Фундаменты под кривошипные листоштамповочные прессы разделяются на: индивидуальные и групповые (схема IV.1). Индивидуальные фундаменты могут быть углубленными и наземными (плита, железобетонная подстилка). Групповые фундаменты делятся на рамные и ленточные.
Рамные фундаменты применяют для установки кривошипных прессов, предназначенных для штамповки крупных и средних листовых деталей при массовом и крупносерийном, а иногда и серийном производствах.

Рамный фундамент представляет собой жесткую раму, состоящую из продольных железобетонных стен или опорных стоек, соединенных между собой в продольном и поперечном направлениях металлическими балками, или ряд портальных металлических рам, связанных сверху в продольном направлении металлическими балками.
В условиях действующих цехов рамные фундаменты позволяют производить .в штамповочной линии раз-движение прессов, их поворот на 90°, замену прессов, установку дополнительных прессов и уменьшение количества прессов в линии. Это производят в тех случаях, когда меняется модель изделия, выпускаемая заводом, вследствие чего отдельные детали требуют другой организации производства или когда в штамповочной линии выходит из строя тот или иной пресс в результате серьезных поломок, устранение которых требует длительного времени. В таких случаях пресс, вышедший из строя, может быть заменен другим прессом. Вследствие этого рамные фундаменты имеют преимущество перед индивидуальными фундаментами, хотя сооружение их обходится дороже индивидуальных фундаментов.
Рамные фундаменты делятся на две основные группы: траншейные и этажные. Траншейные фундаменты, в свою очередь, по конструкции подразделяются на три вида: стеновые, колонные (стоечные) и комбинированные. Этажные фундаменты подразделяются также на два вида: фундаменты в здании с подвальным этажом и фундаменты в двухэтажном здании, в котором нижний (наземный) этаж служит фундаментом для прессов.






Этажные фундаменты в здании с подвальным, или наземным, фундаментным этажом имеют конструктивные разновидности: фундаменты стационарные, состоящие из жестко соединенных между собой железобетонных стоек (колонн) или, гораздо реже, металлических конструкций; фундаменты переставные, состоящие из портальных металлических опор, выполненных в виде портальных рам (арок). Портальные металлические рамы можно передвигать в продольном направлении, изменяя расстояние между ними в зависимости от габаритов пресса и необходимых промежутков между прессами.
Траншейные фундаменты применяют в тех случаях, когда в цехе требуется установить одну, две или три штамповочные линии, расположенные в одном пролете параллельно друг другу. При большем количестве штамповочных Линий, которые должны быть размещены в нескольких пролетах, целесообразно строить фундаменты этажного типа.
. На траншейные фундаменты устанавливают штамповочные линии, состоящие из кривошипных прессов с верхним приводом (преимущественно двух- и четырехкривошипные) при крупносерийном и серийном, производствах крупных и средних листовых деталей.
Траншейные стеновые фундаменты состоят из двух сплошных стей, имеющих в верхней части консольные выступы, на которых укладываются промежуточные горизонтальные рамы. В основании траншейные фундаменты имеют плиту, которая связывает стены. Расположенные в одном пролете два или три траншейных фундамента в основании связываются общей бетонной плитой, как показано на рис. IV.26.
Стены фундамента делают из бетона и армируют от основания доверху. По всей длине стен фундамента на определенных расстояниях друг от друга в соответствии с расположением прессов сделаны проемы, через которые удаляются металлоотходы от рабочих мест на транспортер, проходящий в туннеле, расположенном между траншейными фундаментами.
В одном пролете здания обычно строят две или три траншеи в сочетании с туннелями, предназначенными для транспортировки металлоотхрдов. Количество траншейных фундаментов в одном пролете зависит, от характеристики прессов и расположения их на планировке цеха.
Толщина стен траншей 600. 700 мм При трехрядном расположении и 800. 900 мм при двухрядном расположении. Дно траншеи делается с уклоном 3—5° к кювету, предназначенному для отвода жидкости. Толщина нижней плиты траншеи от 800 до 1200 мм.
Длина траншеи в каждом конце должна быть больше штамповочной линии на 6 м. Ширина и глубина траншеи определяются в зависимости от размеров прессов и могут приниматься по табл. IV.6.
Основные размеры траншейного фундамента
Размеры стола пресса слева направо, м
Ширина между стенками или стойками, м
Глубина до нижней плиты, м
В тех случаях, когда в одном пролете должны быть установлены две штамповочные линии, оснащенные прессами разных размеров, траншейные фундаменты иногда выполняют разной ширины, но одинаковой глубины. Учитывая перспективы развития производства и необходимость при этом замены или перестановки прессов с одной линии на другую, такие фундаменты нельзя рекомендовать.
При расположении прессов в одном пролете в три ряда траншейные фундаменты могут быть выполнены по схеме, показанной на рис.IV.27. При этом подколонники колонн здания желательно выполнять арочного типа, Через которые смогут проходить транспортеры для удаления металлоотходов.
Траншейные комбинированные фундаменты (рис. IV.28) вместо двух стен имеют только одну. Вторая стена у них заменена стойками (колоннами), с опорными консолями, на которые укладывают продольные металлические балки. Расстояние между стойками 4—б м. Стена фундамента также имеет стойки, вместе с которыми Представляет монолитное сооружение. Если рядом расположено несколько параллельных траншей, то средние фундаменты являются колоннымй (стоечными).
Комбинированные и колонные траншейные фундаменты обеспечивают по сравнению со стеновыми траншейными фундаментами значительную экономию бетона. У них, кроме того, облегчен доступ к нижней части прессов.
Этажные фундаменты, Как уже указывалось выше, могут быть подвальными и наземными (первый этаж двухэтажного или двухэтажной части здания). Практика показала, что выбор подвального или наземного этажа зависит от ряда местных условий, к которым относятся: геологическая характеристика грунта; рельеф площадки, на которой предполагается строительство цеха; организация производства и наличие близко расположенных зданий и сооружений; экономическая целесообразность.
Состояние грунта на месте строительства цеха иногда является ршающим мотивом при выборе конкретного решения. Если на месте
строительства грунт насыпной на глубину 4—5 м, то он должен быть
удален. В этом случае целесообразно строительство подвального этажа. Наоборот, при водонасыщенных грунтах (высоком уровне грунто 
вых вод), строительство подвального этажа потребует сложных гидроизоляционных сооружений. В этом случае целесообразно строить здание таким образом, чтобы нижний этаж был наземным и служил фундаментом для прессов.
Когда рельеф площадки требует больших земляных работ по намывке грунта или засыпке соответствующих мест площадки, очевидно, выгодно будет использовать рельеф площадки для строительства подвального этажа.
Наличие близко расположенных зданий, которые должны быть связаны с цехом листовой штамповки напольным транспортом, сделает нерациональным применение наземного этажного фундамента под прессы, ибо в этом случае будет затруднено перемещение грузов.

В каждом отдельном случае выбор конкретного решения должен производиться на основании технико-экономического расчета с учетом всех факторов.
Рамные фундаменты в здании с подвальным этажом. Основными элементами фундамента (рис. IV:29) являются железобетонные стойки (колонны подвального помещения), имеющие опорные консоли. В тех случаях, когда здание цеха имеет металлические колонны, подколенники выполняют в виде арок с опорными консолями, которые могут заменить железобетонные стойки.
Рамные фундаменты делают в сочетании с проемами, предназначенными для транспортировки металлоотходов. Железобетонные стойки одновременно служат основанием, на которое укладываются элементы этажного перекрытия. Стойки имеют фундаменты, конструкция к
оторых зависит от геологической характеристики грунта. При расчетном сопротивлении грунта, равном 0,1. 0,15 МН/м2, целесообразно фундамент выполнять в виде ленты на весь ряд стоек. Шаг стоек (колонн подвального помещения) в продольном направлении делают от 4 до 6 м. Чем больше шаг стоек в продольном направлении, тем удобнее и лучше будут подходы и подъезды к нижним приводам прессов для их ремонта и обслуживания. При выборе шага стоек следует учитывать, что балки рассчитываются на жесткость, и чем меньше шаг, тем меньше будет сечение продольных балок, которые укладываются на консольные опоры стоек. Например, при шаге стоек 6 м высота продольной балки обычно бывает от 1 до 1,3 м, а при шаге 4 м — эта высота снижается до 0,7. 0,8 м. При установке металлических стоек шаг их может быть принят 4 м, а при установке железобетонных стоек шаг следует увеличивать, так как сами стойки имеют в сечении большие габариты, вследствие чего расстояние между стойками в свету может быть недостаточным; это расстояние желательно иметь не менее 3 м. Фундаменты в здании с подвальным этажом, как и траншейные фундаменты, допускают расположение прессов в одном пролете в зависимости от их характеристик в две и три линии. Стойки имеют опорные консоли, на которые монтируются металлические балки двутаврового сечения. В верхней части балки имеют продольные отверстия (щели), предназначенные для крепления металлических промежуточных рам. Благодаря такой форме отверстий промежуточные рамы могут перемещаться по продольным балкам в продольном направлении. Перемещение промежуточных рам может быть необходимо при установке на них прессов.
При наличии фундаментов в здании с подвальным этажом удельная нагрузка на перекрытие этажа предусматривается в местах хранения штампов 0,15—0,2 МН/м2; в местах установки прессов 0,1 МН/м2; в проездах 0,12 МН/м2; в местах, предназначенных для хранения готовой продукции, 0,1 МН/м2.
Рамные фундаменты в здании с наземным фундаментным этажом по своей конструкции не отличаются от фундамента в здании с подвальным этажом. В отличие от фундаментов в здании с подвальным этажом, где кривошипные прессы устанавливаются на нулевой отметке относительно уровня пола, в цехе с наземным фундаментным этажом прессы устанавливают на отметке +6 м. На рис.IV.30 показана схема расположения фундаментов в здании с наземным фундаментным этажом.
Р
амные фундаменты с портальными металлическими опорами являются разновидностью этажных фундаментов и делаются при наличии наземного этажа высотой не менее 6 м. Их
конструкция предложена и разработана ЗИЛом. Они применяются в условиях сильно водонасыщенных грунтов, с высоким уровнем грунтовых вод, но можно их устраивать и в подвале, если уровень грунтовых вод. низкий. Фундаменты представляют собой металлические опорные конструкции (рамы), имеющие форму порталов, на которые устанавливаются кривошипные прессы чаще всего с нижним приводом. Кроме того, к ним крепятся металлические балки, которые служат основанием для крепления перекрытия нижнего этажа.
На рис. IV.31 показан схематический план расположения кривошипных прессов на рассматриваемом фундаменте. Каждый пресс устанавливают на две портальные рамы, одинаковые по своей конструкции и размерам.
Высота всех портальных рам одинаковая и делается применительно к прессам, имеющим максимальную высоту от основания (опорной лапы) до поверхности стола. Прессы, имеющие меньшую высоту стола, устанавливают на портальные рамы посредством тумб, состоящих Из стальных плит, сваренных между собой и приваренных к портальным рамам. В этом случае столы всех прессов, независимо от их характеристик находится на одном уровне.
В нижней части портальные рамы опираются на металлические балки, установленные на железобетонные ленты, как показано на рис. IV.32. Глубина заложения железобетонных лент зависит от расчетных нагрузок и геологической характеристики грунта.

Ленточные углубленные фундаменты применяют для установки кривошипных прессов, одинаковых по усилию при массовом и крупносерийном производстве деталей, когда требуется установить на линии более двух прессов. Практически на ленточные фундаменты устанавливают прессы усилием до 6300 кН.
Ленточный фундамент (рис. IV.33) представляет собой монолитную ленту /, сделанную из бетона марки 200, имеющую по всей длине выемку, перекрытую между прессами 3 бетонными плитами 5. В бетонную ленту вмонтированы две металлические сварные балки коробчатого сечения 2, имеющие сверху прорези для установки анкерных болтов 4. Металлические балки с бетонной лентой являются монолитной конструкцией.
Основные размеры ленточного фундамента определяются: h — в зависимости от усилия пресса и геологической характеристики грунта, на котором предполагается сооружение фундамента; b — по технической характеристике устанавливаемых прессов; h1 — в зависимости от наличия прижимного устройства или других вспомогательных механизмов; е — в зависимости от усилия пресса, но не менее 150 мм.
Л
енточные фундаменты по своему устройству просты и удобны для монтажа и демонтажа прессов, а также позволяют легко и быстро производить их перестановку, изменять в случае необходимости расстояние между ними, а также устанавливать в линию дополнительные прессы, не нарушая работы всей линии.
Ленточные напольные фундаменты (бетонная подготовка) применяется для кривошипных прессов, производящих незначительное давление на грунт. Бетонная подготовка делается из бетона марки 200 на всем участке, где предполагается установка кривошипных прессов. Толщину бетонной подготовки принимают равной 100—150 мм.
Индивидуальные фундаменты под кривошипные прессы строят при серийном и мелкосерийном производствах деталей.
Индивидуальный фундамент (рис. IV.34) представляет собой бетонный массив обычно прямоугольной формы, имеющий четыре колодца для анкерных болтов, углубление для размещения ресиверов и механизмов, расположенных в нижней части пресса, и приямок для доступа к механизмам пресса при их обслуживании.
Ф
ундаменты изготовляют из бетона марки 200 и армируют по контуру.

Гаражный пресс гидравлический хорошо иметь под рукой при выполнении ремонтных работ, которые требуют прессования. Часто его используют для запрессовки втулок, при снятии и установке подшипников, изготовления деталей, требующих гибку из листового металла. Статья подскажет, как собрать гидравлический пресс гаражный своими руками.
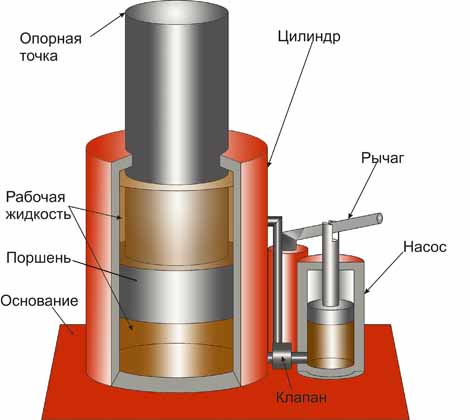
Особенности и принцип работы гидравлического пресса
Гаражные гидравлические прессы позволяют обрабатывать детали и материалы под давлением. Работа механизма осуществляется посредством специальной жидкости, находящейся под повышенным давлением в системе.
- В составе два основных цилиндра или камеры.
- В меньшем из них давление жидкости увеличивается, и она передается в рабочую емкость большего размера.
- Цилиндры между собой соединяются трубопроводом или посредством специального канала.
- В большом отделении рабочая жидкость, которой обычно служит специальное масло, создает усилие на поршень.
- С его помощью давление передается на исполнительный инструмент.
- Затем на обрабатываемую деталь.
- Рабочий цилиндр монтируется обычно вертикально, и, как исключение, горизонтально.
- Развиваемое усилие до нескольких тонн, что зависит от требуемой его величины.
- Гидравлический пресс ручной для гаража применяется для гибки труб, запрессовки и выпрессовки деталей, изготовления резиновых и пластмассовых изделий.
- Такое устройство позволяет производить рихтовку элементов кузова авто, спрессовать старые бутылки, консервные жестяные банки, картон и другие операции.
- Цена готового оборудования достаточно высокая, а при самостоятельной сборке средства тратятся лишь на приобретение набора комплектующих. К тому же в этом случае можно сделать агрегат, который будет подогнан для потребностей выполнения работ в конкретном гараже.
Совет: Для своего гаража мощность пресса достаточна до 15 тонн. Но прежде, чем приобретать агрегат, следует определить, какие работы на нем будут выполняться.
- В большей емкости давление создается встроенным или отдельным насосом.
Как подготовить сборку пресса
Создать нужное давление в основном цилиндре можно ручным гидравлическим насосом, который может быть встроенным в конструкцию или стоять отдельно. Все зависит от выбранного оборудования для сборки приспособления.
Наиболее простым и легко выполняемым вариантом самодельного пресса является конструкция, изготовленная на основе использования бутылочного типа гидравлического домкрата, с ручным встроенным насосом.
Для этого потребуется:
- Определить усилие, которое он должен развивать.
- Подобрать и приобрести нужный домкрат.
- Перед тем, как приступить к сборке пресса, необходимо подобрать или разработать чертеж конструкции. Недостаток готовых чертежей – он может не соответствовать конкретным работам, что приведет к дополнительной доработке конструкции.
При сооружении гидравлического пресса можно использовать один из двух вариантов:
- Размещение домкрата на основании станины с давлением поршня вверх. Это наиболее распространенный вариант.
- Фиксирование домкрата ближе к верху, а давление поршня будет подаваться вниз. Это узкоспециализированный вариант, используемый чаще всего в специализированных слесарных мастерских. Его удобно применять для выпрессовывания подшипников,втулок.
Совет: Перед началом сборки следует правильно выбрать рабочее положение домкрата. Если движение его штока должно осуществляться только вверх, переворачивать инструмент нельзя.
Как разработать проект пресса с использованием гидравлического домкрата
После выбора варианта конструкции приобретаются нужные составляющие. Важным элементом пресса является станина. Это рама, внутри которой размещается домкрат. Ее прочность должна быть достаточной, чтобы выдерживать большие усилия от домкрата и иметь некоторый запас.
- Основание станины имеет вид платформы.
- Ширина ее зависит от размеров элементов, которые планируется обрабатывать на прессе. В любом случае, проем должен быть больше, чем суммарные размеры всех деталей, размещаемого оборудования на нем.
Чтобы определить подходящую высоту, складываются такие параметры:
- Габаритные размеры домкрата.
- Величина хода штока при работе инструмента.
- Толщина используемого стола.
- Высота заготовок.
По предлагаемой схеме домкрат монтируется внизу на раме, а упираться детали будут наверх станины, как на фото.

- От штока усилие передается на обрабатываемую деталь посредством подвижного рабочего стола, который монтируется на раму поверх домкрата.
- Стол свободно перемещается по направлению вверх-вниз по раме и удерживается в вертикальном положении боковыми направляющими.
- По бокам домкрата фиксируются оттягивающие пружины, которые одной проушиной закреплены к основанию станины, а к подвижному столу другой. Их назначение — возвращать домкрат в первоначальное положение при задвинутом штоке.
- Можно выбрать вариант, когда приспособление, имеющее вид оправки, одето на шток. В этом случае один конец пружины крепится к оправке, а второй фиксируется к основанию.
По другой схеме работы пресса упором для деталей станет основание станины, а на подвижный стол будет установлен домкрат, подвешенный к верху рамы на специальные оттягивающие пружины.

- По обеим рабочим схемам под головку штока агрегата предусматривается гнездо, расположенное на узле сопряжения:
- в нижней части подвижного стола по первому варианту;
- верха станины по второму варианту.
Это небольшой отрезок трубы, который подходит по диаметру.
Какие понадобятся материалы и инструменты для изготовления пресса
Потребуются следующие инструменты:
- Аппарат для сварки.
- Набор электродов.
- Слесарная ножовка.
- Шлифмашинка с отрезным диском.
- Силовым агрегатом выбирается гидравлический домкрат.
- Пружины можно использовать:
- от дверей;
- от передних кресел легкового автомобиля.
При расположении домкрата внизу оттягивающим приспособлением может быть грибок моста автомобиля со сдвинутыми шлицами, который одевается на шток, к нему и основанию рамы крепятся пружины.
При сборке может понадобится металлопрокат:
- Швеллер не менее № 8.
- Трубы прямоугольная или квадратная, сечением выше 40х40 миллиметров.
- Равносторонний уголок больше 50х50 миллиметров для изготовления станины, основания для нее, съемного упора, рабочего стола.
- Стальной лист, толщиной свыше 8 миллиметров. Он может понадобиться для изготовления настила на основание и элементы конструкции, позволяющие выравнивать поверхности.
- Стальная полоса толщиной 10 миллиметров. Для изготовления направляющих, при необходимости ребер жесткости станины.
- Под головку штока домкрата отрезок трубы, длиной около одного сантиметра.
Инструкция по регулировке рабочего хода штока агрегата и высоты обрабатываемых деталей:
- Вверху станины устанавливается винтовой привод, вращение которого осуществляется штурвалом.
- Вворачивая винт, на конце которого плита, можно уменьшать просвет внутри станины для деталей или закрытую высоту пресса.
- Предусматривается установка съемного упора, который имеет вид рабочего подвижного стола, зафиксированного на раме прутками или болтами с гайками. Для этого в станине делаются отверстия, шаг которых по высоте меньше, чем ход штока от используемого домкрата.
- Предусматривается применение сменных вставок-подкладок, изготовленных из стального профиля.
Совет: Размеры на чертеже указываются с учетом габаритов домкрата, припусков под обработку деталей и размеров металлопроката, который предполагается применять при сборке пресса.
Как собрать гидравлический пресс
После разработки чертежей, приобретения необходимых инструментов и материалов, всех комплектующих, можно изготовить пресс гаражный напольный гидравлический.
Для изготовления станины:
- Металл режется по размерам, определенным чертежами.
- Просверливаются все, предусмотренные конструкцией, отверстия на деталях.
- Из труб сваривается основание конструкции.
- Сверху крепится стальная пластина.
- Изготавливается П-образное устройство со строго прямыми углами.
- Приваривается к основанию.
При изготовлении перемещаемого рабочего стола необходимо:
- Подготовить швеллер или трубу определенной длины, меньше, чем размер между стойками рамы.
- Приваривается к трубе кусочек элемента под шток домкрата.
- Для изготовления направляющих стола берутся отрезки полосы, длиной по ширине станины.
- Труба заводится между стойками рамы.
- Приставляются по бокам полосы.
- Вся конструкция стягивается болтами с гайками.
- Аналогично изготавливается съемный регулировочный упор, но в полосах, расположенных напротив стоек, выполняются отверстия, которые служат для фиксации упора на нужной высоте.
- Закрепляются оттягивающие пружины.
- Устанавливается домкрат.
Подробно об изготовлении гидравлического пресса можно увидеть на видео.

Всем здравствуйте.
Наверное каждый мечтает о прессе, кто-то хочет видеть его на животе, а я давно хотел заиметь его в гараже.
Сегодня поговорим о том как сделать гидравлический пресс своими руками.
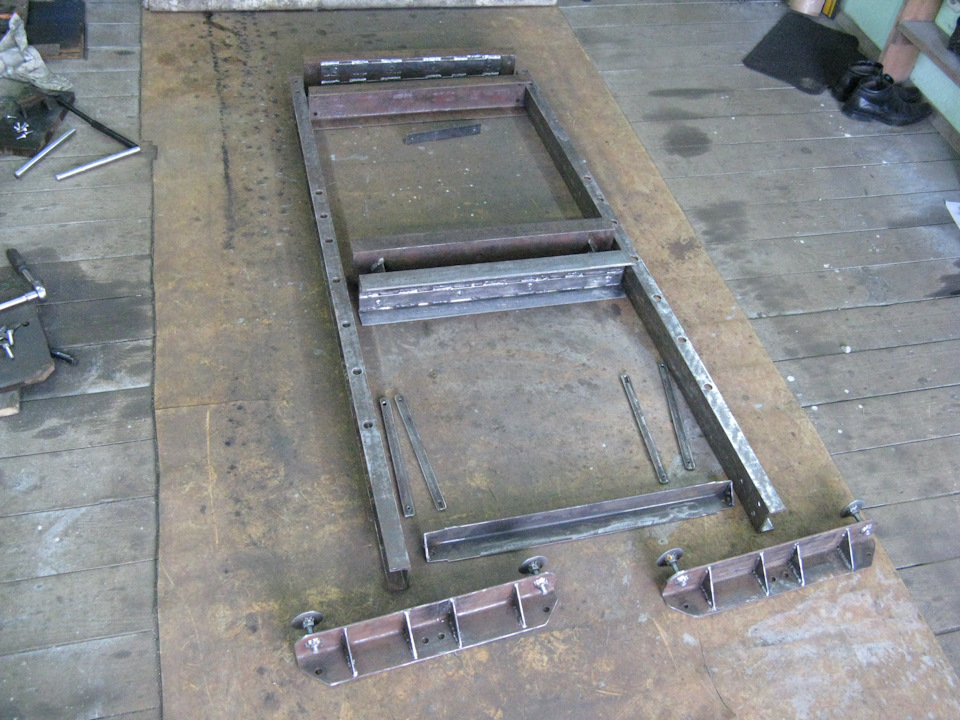
Для начала нам потребуются швеллеры. В моём случае это швеллер номер 10 на вертикальные стойки и 12 на горизонтальные перекладины. Металл использовал б/у, когда-то эти швеллеры были столбиками для забора у меня на даче.

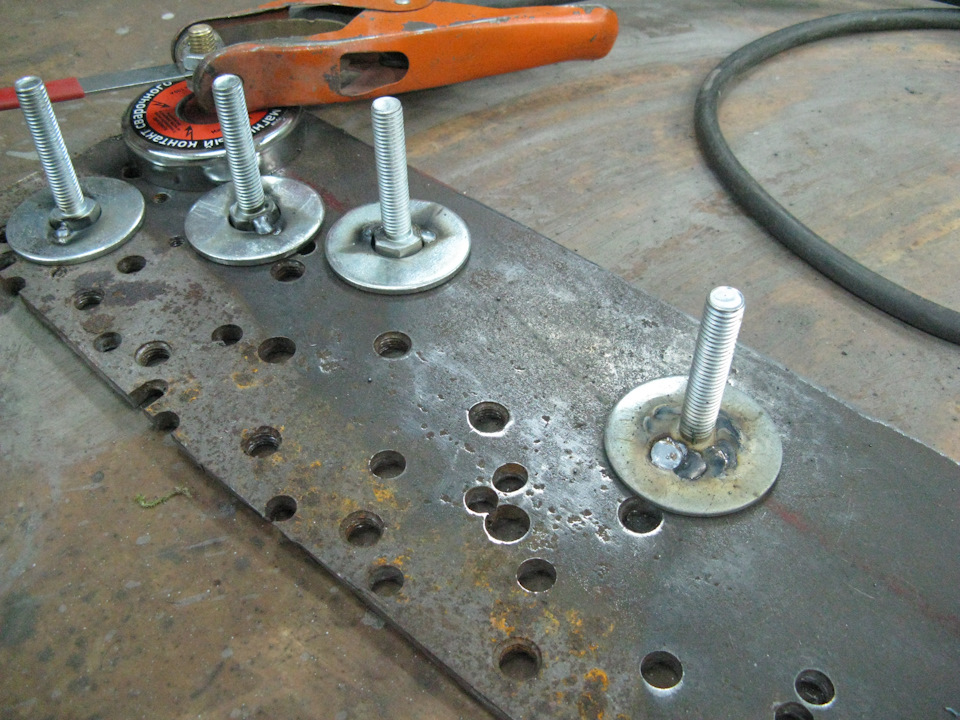
Так как пресс необходимо сделать с регулируемой высотой стола, то необходимо изрядно перфорировать вертикальные стойки. Сверлить начинал на расстоянии 450 от верха, это расстояние примерно равно максимальному ходу домкрата плюс его высота, далее располагал отверстия вначале через 100 мм, затем через 150мм, всего просверлил 7 рядов отверстий.
Сверлить надо биметаллическими коронками на самой малой скорости. Вначале делал это перфоратором, но у него была слишком высокая скорость и коронки либо сгорали, либо обламывались зубья, затем уже сверлил шуруповёртом на малой скорости и всё пошло как по маслу, о да, при сверлении не забываем про охлаждение и добавляем немного масла.


Далее изготовил нижние опоры из 75 уголка. В них сделал регулируемые ножки из болтов М12 и шайб, которые сварив вместе, а в уголке приварил гайки.
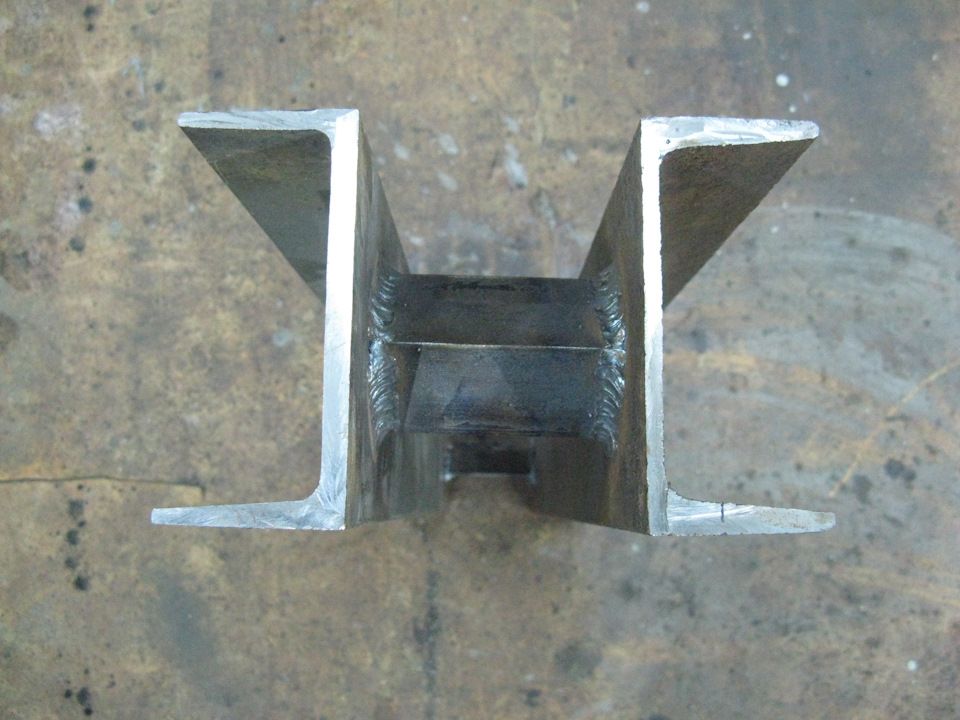
Верхние перекладины вначале хотел сделать разборными, поэтому вначале использовал болты ГБЦ М12 и фланцевые гайки, но практика показала, что в таком случае при нагрузке вся конструкция немного играет и впоследствии всё обварил по кругу. Перекладины рабочего стола соединил между собой уголком 50х50 и хорошенько обварил, при этом оставил зазор между вертикальными стойками в пару миллиметров, чтобы стол можно было перемещать по высоте.


Все детали зачистил и подготовил к покраске.
Домкрат.
Вначале делал пресс в расчёте использовать 12-ти тонный советский домкрат, но никак не мог заставить его работать и искал к нему ремкомплект.
В один момент плюнул на поиски ремкомплекта и решил купить китайский 20-ти тонный домкрат.
Домкрат 20т Forsage F-T92004 — цена 85р (

Данный домкрат сварной конструкции, поршень со штоком вставляются как кассета в гильзу. Такая конструкция по логике должна полностью исключать подсосы воздуха.
Но мы же хотим использовать его в прессе, а лучшая конструкция для него — это когда домкрат расположен вверх ногами штоком вниз.
Для этого большинство людей разбирает домкраты и вставляет в заборное отверстие всякие трубочки и прочее. Но есть варианты по-проще — это использовать внешний расширительный бачок и полностью исключить воздух из корпуса домкрата. В таком случае домкрат будет работать при любом расположении хоть боком, хоть вверх ногами, его всегда можно будет снять с пресса и использовать по прямому назначению без каких либо доработок.
Для такой доработки необходим штуцер и отверстие в корпусе. Можно использовать заливное отверстие, но лучше просверлить заглушку на заборной магистрали и нарезав резьбу установить туда штуцер. При таком варианте воздух будет скапливаться в самой верхней точке системы, т.е в расширительном бачке и пососы воздуха в домкрате не страшны.
Штуцер с ёлочкой М10х1 или М3/8 ссылка


Определить заборную магистраль довольно легко — необходимо извлечь нагнетательный поршень, отверстие в котором будет установлен шарик и будет соединять заборный канал.
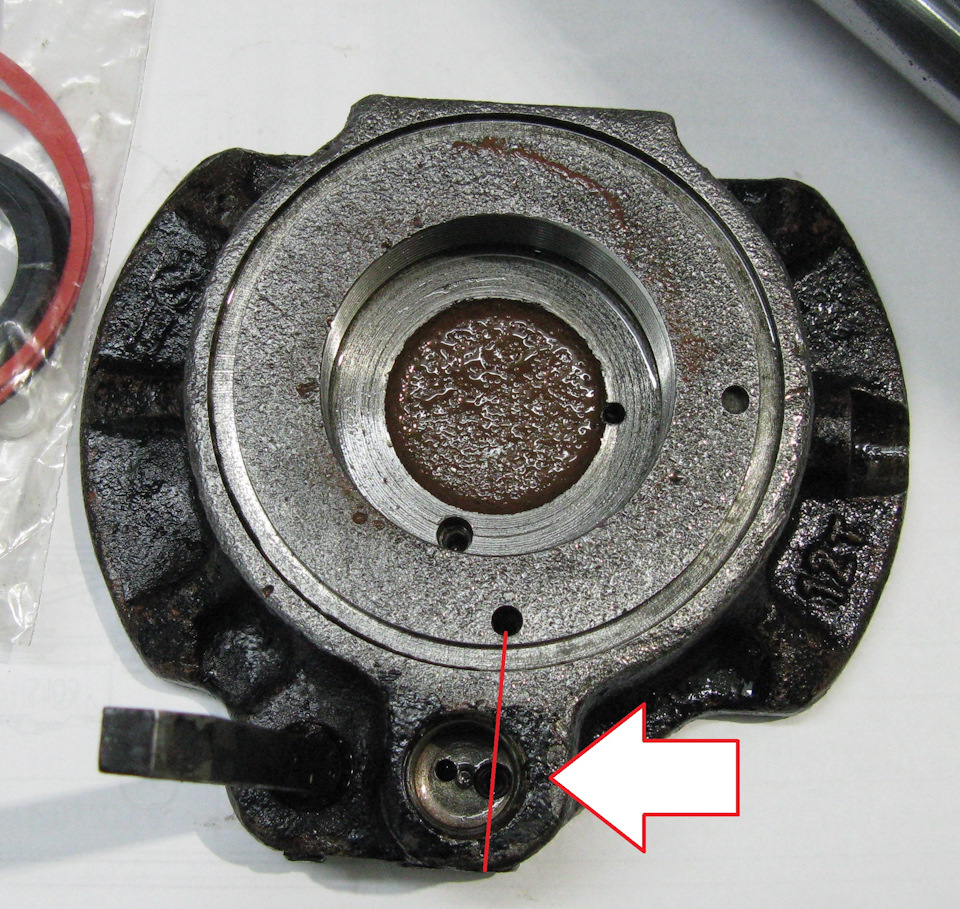
Далее сверлим резьбу. Под заваренной заглушкой установлен шарик, который удерживает фильтр в дократе. Я об этом узнал только когда три раза заточил сверло и заметил, что там оказывается есть шарик.

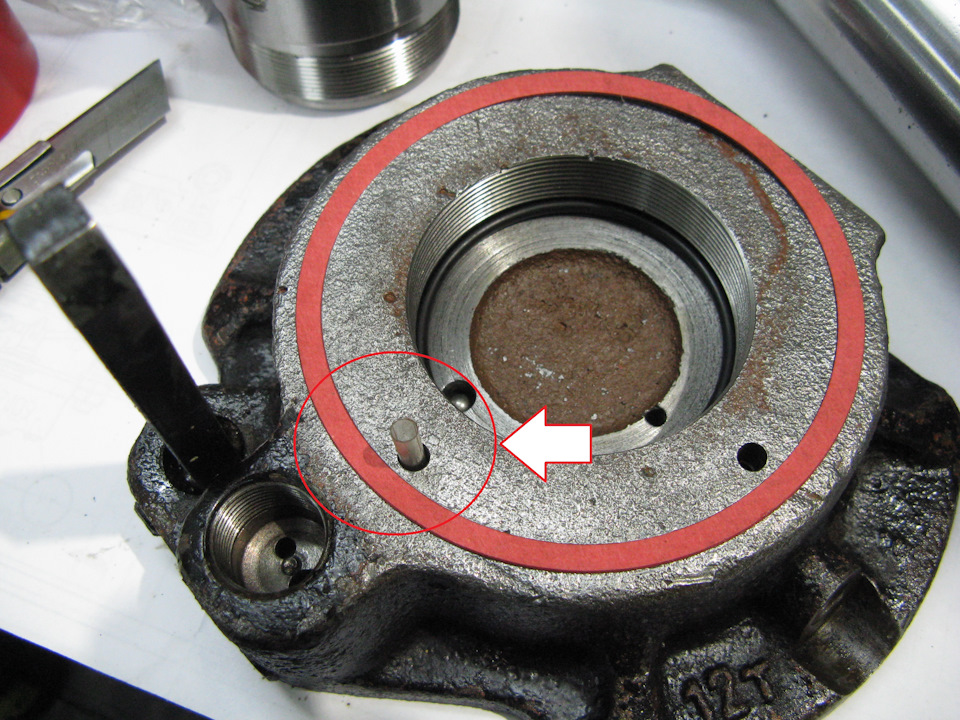
Далее вкручиваем штуцер, подсоединяем трубку с расширительным бачком, кладём домкрат на бок, полностью выдвигаем шток и заполняем домкрат до краёв маслом, затем вдавливаем шток — вуаля и весь воздух полностью вышел из системы.

Теперь домкрат работает вверх ногами. Но радовался я не долго, через какое-то время при нагрузке домкрат стал пропускать масло по уплотнителю штока. Пришлось разбирать и ужасаться мусору внутри нового домкрата, который с переворотом успешно упал на манжету и поцарапал её.
Поэтому в заборное отверстие лучше установить фильтр из металлической губки, т.к. родной фильтр без удерживающего шарика выплывал в соединительную трубку и, естественно, не работал.

Также к недостаткам это домкрата стоит отнести то, что шток в полностью выдвинутом состоянии качается из стороны в сторону. Соответственно при нагрузке перекашивается. Уже разобрав домкрат оказалось что в верхней части у него установлено только два тонких пластиковых кольца, отвечающих за боковые перемещения, чего очень мало.


Поэтому теперь пришлось восстанавливать советский домкрат и найти нужный ремкомплект:
Ремкомплект домкрата 12т УЛИГ.12.3913300 — 9р (
4$)
И принялся я его раскручивать. Ох это ещё та задача. Осилил его гаечку только с помощью двухметровой трубы и большого газового ключа.



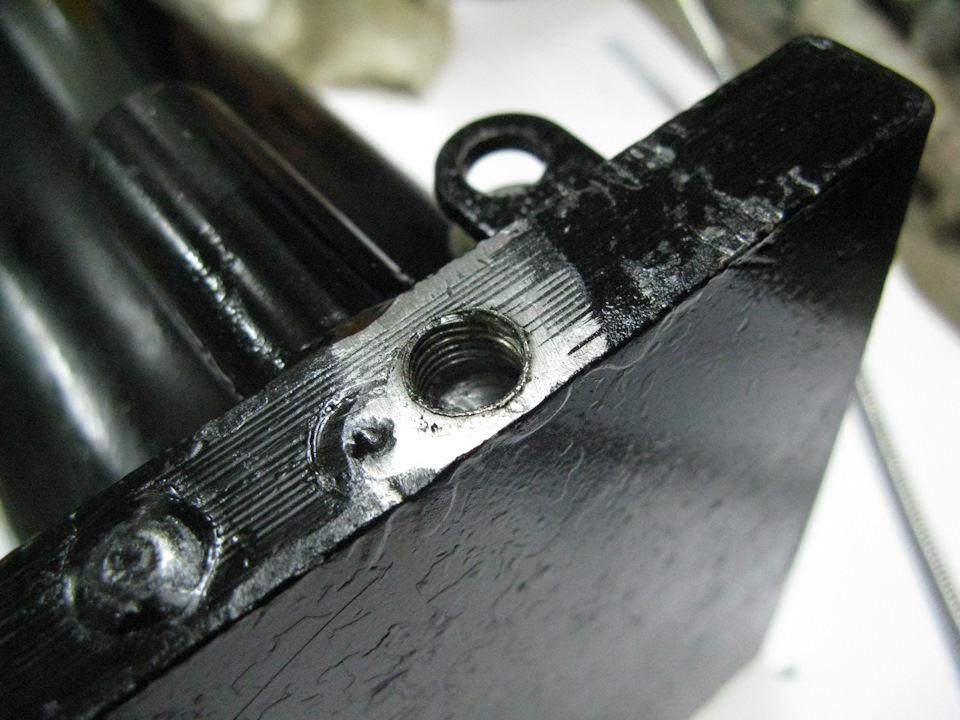
Доработки по советскому домкрату полностью схожи тому, что я описал выше, только штуцер на этот раз установил вместо пробки для заправки домкрата, резьба оказалась полностью одинаковой. Но так как домкрат разобрал, то на всякий случай установил в заборное отверстие резервуара маленькую трубочку, чтобы попавший воздух никак не мешал при работе.

На этом доработки домкрата закончились.
Осталось закрепить его на верхней перекладине пресса. Крепил домкрат к пластине 10мм, просверлив во фланцах отверстия под болты. Саму пластину крепил к прессу через съёмные уголки. При таком виде конструкции можно весь узел с домкратом перемещать влево вправо по рабочей зоне.
В качестве возврата штока в исходное положение использовал пружины — одна пара пружин внешним диаметром 30мм. внутри них пара пружин диаметром 20мм.
Кстати, чем более жидкое масло будет залито в домкрат, тем легче он будет возвращаться в исходное положение. Масло в домкрат я заливал ATF для гидроусилителей, т.к. инструментальное масло продаётся канистрами по 20л, но стоит при этом довольно дёшево.

Теперь красим пресс и наслаждаемся результатом.
Источник