- Производство металлочерепицы: от технологии до сбыта
- Юридическая регистрация производства
- Особенности выбора помещения для производства металлочерепицы
- Технология производства металлочерепицы
- Оборудование для производства металлочерепицы
- Сырье для изготовления металлочерепицы
- Бизнес-план производства металлочерепицы (из расчета полной загрузки линии и работе в одну смену)
- Затратная часть:
- Доходная часть
- Экструзионная линия производства профнастила ПВХ
- Структурная схема линии производства профнастила ПВХ
- оснащен водяным и вакуумным контуром, необходимым набором вакуумных и водяных насосов, системой регулировки по X (горизонту) и по Y (высоте). Поднятие или опускание калибратора осуществляется пневматическими валами.
Производство металлочерепицы: от технологии до сбыта
Металлочерепица – кровельная профилированная сталь с декоративно-защитным цветным покрытием. Этот надежный, прочный и красивый вид скатной кровли с каждым годом имеет все больший потребительский спрос в малоэтажном, коттеджном, дачном строительстве. Привлекает людей эффектный внешний вид, имитирующий натуральную черепицу; легкость металла, позволяющая сэкономить на мощности кровельной конструкции, фундамента, доступная цена и простота монтажа.

Растущие темпы малоэтажного строительства (10-14% ежегодного прироста) и постепенное изменение потребительского спроса на устаревшие покрытия (шифера, рубероида) в сторону прочных и красивых металлических кровель позволяют предположить, что с каждым годом спрос на металлочерепицу будет неуклонно расти.
Юридическая регистрация производства
Для открытия производства металлочерепицы рекомендуется выбрать ООО как форму собственности для юридического оформления будущего предприятия. Система налогообложения – на общих основаниях.
При регистрации следует указать такой код основного вида деятельности: 27.33 «Производство гнутых стальных профилей».
Сбыт металлочерепицы планируется осуществлять тремя путями:
- Оптовые продажи дилерам, стройбазам, специализированным строительным супермаркетам;
- Розничные продажи, работы по спецзаказам;
- Оптово-розничные поставки в строительные магазины.
Поэтому необходимы и дополнительные виды деятельности с соответствующими кодами: 51.53.24 «Оптовая торговля прочими строительными материалами», 52.46.73 «Розничная торговля металлическими и неметаллическими конструкциями и т.п.».
Металлочерепица не подлежит обязательной сертификации, а для прохождения добровольной и получения соответствующего сертификата качества необходимо при изготовлении придерживаться нормативов ГОСТ 24045-94.
Особенности выбора помещения для производства металлочерепицы
Помещение для производства металлочерепицы должно быть отапливаемым (не ниже +4 С°), быть подключено ко всем коммуникациям, иметь разделение на складскую и производственную зону, иметь подъездные пути для грузового автотранспорта. При выборе помещения по размеру площади, следует учесть габариты стандартной линии 15 х 2,7 х 2м (длина-ширина-высота) и особенности хранения, не позволяющие складировать упаковки листов в многослойные конструкции во избежание повреждений покрытия. Поэтому оптимальный размер площади мини-завода с работающей одной линией – 250-300 м 2 .

Другие требования:
- ровная поверхность пола с бетонным покрытием;
- грузоподъемная спецтехника;
- электросеть в 380В.
Технология производства металлочерепицы
Полный технологический процесс производства металлочерепицы (изготовление листовой стали, горячая прокатка, оцинковка, покрытие защитными антикоррозийными слоями и декоративным верхним покрытием с последующим прогоном через металлогибочный станок, нарезкой и упаковкой) достаточно сложен, поэтому им занимаются только крупные заводы.
Для малых и средних предприятий производство металлочерепицы методом холодного проката предусматривает следующий технологический процесс:
1. Готовый рулон оцинкованной листовой стали с полимерным покрытием устанавливается на разматыватель;
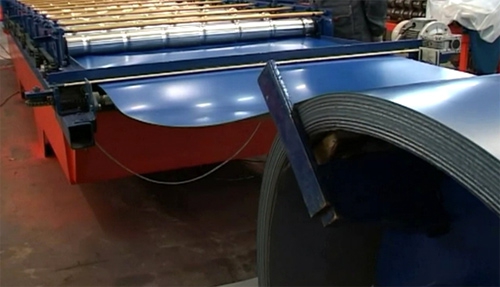
2. Начало стальной ленты пропускается через передние вальцы прокатного стана;

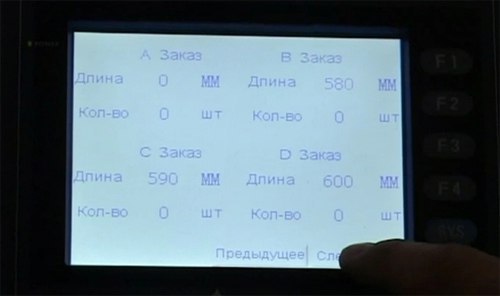
3. Автоматической системе управления (САУ) задается программа с нужными параметрами (длина листа, высота волны, ширина шага расположения волны и т.д.). Максимальная длина листа – 8м, но такие размеры изготавливаются исключительно под спецзаказ, поскольку из-за длины повышается риск преломления при хранении, транспортировке и монтаже. Оптимальная длина – 4м, ширина в любом случае стандартна – 1250 мм;
4. По нажатию кнопки линия запускается. Лист, проходя через вальцы металлопрокатного стана, подвергается продольной прокатке с поперечной штамповкой, и принимает нужную форму «волны»;

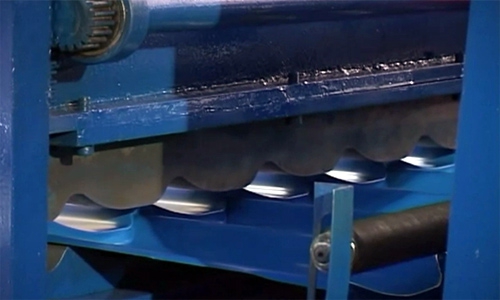
5. Гидравлические ножницы (гильотина) фигурно обрезают каждый лист металлочерепицы в соответствии с рисунком волны по длине, запрограммированной оператором, после чего готовый лист подается на стол-приемник;

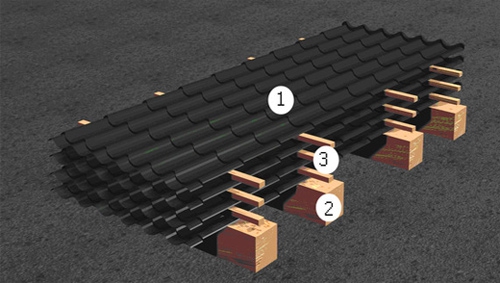
6. На поддоне листы складываются в пачки для последующей упаковки и хранения.

7. Упаковывается металлочерепица в паллеты, фиксируясь на деревянном поддоне с помощью металлического жгута. Чтобы не повредить декоративное покрытие при транспортировке и хранении следует проложить листы бумагой или полиэтиленовой пленкой, защитив боковины стопки картонными прокладками.
Оборудование для производства металлочерепицы
Для производства металлочерепицы существуют полуавтоматическое и автоматическое оборудование. Для расчета бизнес-плана предприятия по изготовлению качественной металлочерепицы с минимумом брака, максимальной производительностью и точностью размерных листов для правильной состыковки и легкости монтажа, планируется приобретение линии-автомата стоимостью в 2 350 000 руб.

Данная линия предназначена для изготовления металлочерепицы наиболее популярных видов:
- Монтеррей Стандарт,
- Монтеррей Супер,
- Монтеррей Макси из оцинкованной стали толщиной в 0,3-0,8 мм с любым декоративным покрытием.
В стоимость входит:
- разматыватель рулона,
- автоматический роликовый нож для обрезки металлической линии,
- прокатный стан,
- штамповщик-формирователь волн,
- фигурные ножницы гильотины для обрезки листов,
- автоматический укладчик,
- приемный стол;
- установка, обучение персонала, сервисное обслуживание.
Помимо автоматической линии планируется приобретение:
- подъемника для переноса рулонной стали и готовой продукции, б/у – 200 тыс. руб;
- вилочного транспортера для погрузки металлочерепицы – 300 тыс. руб.
Итого капитальные инвестиции: 2 850 000 руб.
Сырье для изготовления металлочерепицы
Сталь оцинкованная рулонная (0,45 мм; 0,5 мм; 0,55 мм)*1250 мм по ГОСТ 14918-86 (не ниже 2-го класса), с полимерным покрытием по ГОСТ Р 52146;
Сталь оцинкованная с защитно-декоративным покрытием, рулонная (0,45 мм; 0,5 мм; 0,55 мм)* 1250 мм по ГОСТ 30246-94.
Основные отечественные поставщики сырья:
- ОАО «Новолипецкий металлургический комбинат»;
- ОАО «Магнитогорский металлургический комбинат»;
- Компания «Европрофиль»;
- ОАО «Северсталь»;
- ОАО «НЛМК».
Бизнес-план производства металлочерепицы (из расчета полной загрузки линии и работе в одну смену)
Исходные данные:
Стоимость капитальных инвестиций – 2 850 000 руб.
Количество персонала – 4 чел:
- оператор оборудования – 15 000 руб/месяц,
- подсобный рабочий – 10 000 руб/месяц,
- директор – 30 000 руб/месяц,
- менеджер по сбыту – 20 000 руб/месяц;
Средняя производительность линии – 320 погонных метров/час.
Потребление электроэнергии – 21,74 кВт/ч.
Срок амортизации производственного оборудования – 5 лет.
Количество смен – 21.
8-ми часовой рабочий день (время работы оборудования – 7 часов).
Стоимость 1кВТ – 1,50 руб.
Из 1 т. рулонной заготовки оцинкованной стали толщиной 0,5 мм выходит 235,84 м 2 металлочерепицы типа «Монтеррей Стандарт» (при 0,55 мм – 214,59 м 2 ).
Затратная часть:
- Аренда – (300 м 2 * 150 руб/м 2 ) = 45 000 руб/месяц;
- Зарплата работников – 75 000 руб/месяц;
- Налоги на з/п – 75 000 руб/месяц * 38,1 % = 28 575 руб/месяц;
- Затраты на электроэнергию: 21,75 кВт * 7 час. * 21 день * 1,50 руб. = 4 795,88 руб/месяц;
- Затраты на коммунальные услуги (отопление, вода, вывоз мусора) – 12 000 руб/месяц;
- Ускоренная амортизация производственного оборудования: 2 850 000 руб/ (5*12) месяц = 47 500 руб/месяц;
- Прочие расходы, связанные с хранением и транспортировкой – 20 000 руб/месяц;
- Налог на прибыль (25%) – 595 459,95 руб/месяц;
Итого: 828 330,83 руб/месяц
Доходная часть
Объем производства металлочерепицы: 320 погонных м/час * 7 * 21 = 47 040 погонных м/месяц (55 977,60 м 2 ).
Оптовая продажная цена – 246 руб/м 2 .
Закупочная цена сырья (рулонной стали 0,5 мм) – 47 000 руб/тонну.
Себестоимость 1м 2 металлочерепицы 0,5 мм: 47 000 руб/т / 235,84 м 2 = 199,29 руб/м 2 .
Валовая прибыль: 55 977,60 м 2 * 246 руб/м 2 = 13 770 489,60 руб.
Чистая прибыль: 13 770 489,6 – (199,29 * 55 977,6 м 2 ) – 828 330,83 руб/месяц = 1 786 382,86 руб/месяц.
Итоги: Капитальные вложения в 2 850 000 руб. могут окупиться за 2 месяца.
Разумеется, столь радужный прогноз весьма приблизителен, поскольку базовые данные взяты из расчета производственных мощностей. Более точные цифры будут при сопоставлении реальных данных со стоимостью аренды, коммунальных затрат, заработной платы и, главное, – прогнозируемых объемов производства, которые рассчитываются по итогам предварительных договоренностей и заключенных договоров поставки.
Бизнес на профилировании металла рентабелен только при больших объемах, и не следует забывать, что производство металлочерепицы имеет сезонный характер. Базовые показатели могут быть увеличены в сезон, благодаря работе в две-три смены, но и уменьшены в несколько раз (а то и заморожены) во время спада с октября по март.
Источник
Экструзионная линия производства профнастила ПВХ

1 комплект
1 комплект
1 комплект
1 комплект
1 комплект
1 комплект
1 комплект
1 комплект
1 комплект
1 комплект













Закажите звонок и мы свяжемся с Вами
в ближайшее время
Заполните форму и мы свяжемся с Вами
в ближайшее время

Структурная схема линии производства профнастила ПВХ
Экструзионная линия для производства профилированного листа ПВХ для кровли, заборов и ограждений. Профнастил ПВХ, шифер ПВХ, кровля ПВХ.
Экструзионная линия профнастила ПВХ включает в себя:
Двухшнековый экструдер серии SJSZ . Одношнековый экструдер SJ80/156 используется для экструзии внутреннего слоя из ПВХ с CACO3 (мел).
Одношнековый экструдер серии SJ . Одношнековый экструдер используется для экструзии внешнего слоя из АСА (ASA) АкрилонитирилСтиролАкрилат для защиты поверхности листа от воздействия ультрафиолета.
Экструзионную голову для ширины листа ПВХ 1000мм до 1500 мм, а толщина на одной голове может варьироваться, например от 1.5 до 3 мм.
Вакуумным калибратором , который служит для придания формы листа. Конечная форма профнастила ПВХ зависит от калибрующей плиты и может быть различной. Калибратор
оснащен водяным и вакуумным контуром, необходимым набором вакуумных и водяных насосов, системой регулировки по X (горизонту) и по Y (высоте). Поднятие или опускание калибратора осуществляется пневматическими валами.
Комплектом тянущего устройства с регулировкой скорости(м/мин). Представляет собой пару валков повторяющих форму профнастила ПВХ приводящимися электродвигателями.
Отрезное устройство с подвижным столом для точного реза по длине. Агрегат может оснащаться защитным экраном для сохранения безопасности работников.
Приемным устройством для приемки листа.
Линия может комплектоваться различными устройствами, в зависимости от потребностей производства.
Это могут быть: Оборудование для переработки шифера ПВХ, дробилка для отходов, мельницы для ПВХ, воздушным чиллером и другие.
Address: No.58, Pingcheng East road Jiaoxi Industrial Park
Jiaozhou city, Qingdao, China, 266300
Мы признаем важность конфиденциальности информации. В этом документе описывается, какую личную информацию мы получаем и собираем, когда Вы пользуетесь сайтом powertechmachine.ru. Мы надеемся, что эти сведения помогут Вам принимать осознанные решения в отношении предоставляемой нам личной информации.
Адрес электронной почты, указываемый Вами при заполнении форм на сайте, не показывается другим посетителям сайта. Мы можем сохранять сообщения, полученные по электронной почте и другие письма, оправленные пользователями, чтобы обрабатывать вопросы пользователей, отвечать на запросы и совершенствовать наши службы.
Номер телефона, указываемый Вами при заполнении форм на сайте, не показывается другим посетителям сайта. Номер телефона используется нашими менеджерами только для связи с Вами.
Цели сбора и обработки персональной информации пользователей
На нашем сайте, посвященном экструзионному оборудованию, присутствует возможность заполнять формы. Ваше добровольное согласие на получение от нас обратной связи после отправки любой формы на сайте подтверждается путем ввода Вашего имени, E-mail и номера телефона в форму. Имя используется для личного обращения к Вам, E-mail — для отправки Вам писем, номер телефона используется нашими менеджерами только для связи с Вами. Пользователь предоставляет свои данные добровольно, после чего ему высылается письмо с обратной связью или поступает звонок от менеджера компании.
Условия обработки и её передачи третьим лицам
Ваше имя, E-mail и номер телефона никогда, ни при каких условиях не будут переданы третьим лицам, исключая случаи, которые связаны с исполнением законодательства.
При каждом посещении сайта наши серверы автоматически записывают информацию, которую Ваш браузер передает при посещении веб-страниц. Как правило эта информация включает запрашиваемую веб-страницу, IP-адрес компьютера, тип браузера, языковые настройки браузера, дату и время запроса, а также один или несколько файлов cookie, которые позволяют точно идентифицировать Ваш браузер.
На сайте powertechmachine.ru используются куки (Cookies), происходит сбор данных о посетителях с помощью сервисов Яндекс.Метрика. Эти данные служат для сбора информации о действиях посетителей на сайте, для улучшения качества его содержания и возможностей. В любое время Вы можете изменить параметры в настройках Вашего браузера таким образом, чтобы браузер перестал сохранять все файлы cookie, а так же оповещал их об отправке. При этом следует учесть, что в этом случае некоторые сервисы и функции могут перестать работать.
Изменение Политики конфиденциальности
На этой странице Вы сможете узнать о любых изменениях данной политики конфиденциальности. В особых случаях, Вам будет выслана информация на Ваш E-mail.
Источник