- СА500 Станок токарно-винторезный повышенной точности схемы, описание, характеристики
- Сведения о производителе токарно-винторезного станка СА500
- Станки, выпускаемые Сасовским станкостроительным заводом, Саста
- СА500 Станок токарно-винторезный повышенной точности универсальный. Назначение, область применения
- Принцип работы и особенности конструкции станка СА500
- Габариты рабочего пространства токарного станка СА500. Эскиз суппорта
- Общий вид токарно-винторезного станка СА500
- Расположение составных частей токарно-винторезного станка СА500
- Перечень составных частей токарно-винторезного станка СА500
- Расположение органов управления токарно-винторезным станком СА500
- Перечень органов управления токарно-винторезного станка СА500
- Схема кинематическая токарно-винторезного станка СА500
- Описание конструкции токарно-винторезного станка СА500
- Шпиндельная бабка
- Описание конструкции основных узлов токарного станка са500
- Шпиндельная бабка
- Задняя бабка
- Коробка подач
- Фартук
- Каретка
- Суппорт
- Линейка конусная
- Установка моторная
- Коробка передач (сменные зубчатые колеса — гитара)
- Станина, рейки, ходовой винт, ходовой вал
- Резьбоуказатель (рис. 36) (по заказу)
- Система смазки шпиндельной бабки и коробки подач
- Смазка каретки и механизма фартука
- Порядок работы
- Механизм главного движения
- Инструкция по нарезанию резьб
- Пример нарезания питчевой резьбы
- Пример формулы подбора сменных зубчатых колес не приведенных в таблице (рис. 46)
- Метрическая резьба
- Дюймовая резьба
- Модульная резьба
- Питчевая резьба
- Нарезание резьб повышенной точности
- Нарезание многозаходных резьб
- Механизм главного движения
СА500 Станок токарно-винторезный повышенной точности
схемы, описание, характеристики

Сведения о производителе токарно-винторезного станка СА500
Производитель токарного станка модели СА500 — Сасовский станкостроительный завод, Саста, основанный в 1971 году.
Станки, выпускаемые Сасовским станкостроительным заводом, Саста
СА500 Станок токарно-винторезный повышенной точности универсальный.
Назначение, область применения
Станок токарно-винторезный СА500 прямой аналог станков 16К25, МК6057 завода «Красный пролетарий», станка 16Р25П, ГС526У, 1В625м.
Станки токарно-винторезные моделей СА500 предназначены для выполнения самых разнообразных токарных работ, а также для нарезания метрической, дюймовой, модульной и питчевой резьб.
Станки предназначены также для обработки длинномерных деталей типа трубы или прутка.
При большой длине обработки в центрах применяются неподвижный и подвижный люнеты.
Принцип работы и особенности конструкции станка СА500
Обрабатываемая труба (пруток) пропускается через полый шпиндель, зажимается патроном и вращается вместе со шпинделем. Другой конец трубы устанавливается на отдельно стоящий люнет.
Станок СА500 оснащен унифицированной коробкой подач 077.0000.000, которая позволяет без настройки зубчатых колес гитары нарезать дюймовые резьбы с 11 и 19 нитками на дюйм.
Фартук также унифицированный узел 067.0000.000 со встроенным электродвигателем ускоренных перемещений суппорта и каретки, что улучшает динамику работы станка на ускоренном ходу.
Для обработки конических поверхностей и нарезания конических резьб станок по специальному заказу оснащается конической линейкой.
Станки СА500 могут применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов. В связи с этим, обслуживание станков следует производить с учетом специфики его эксплуатации.
Окончательную обработку точных деталей рекомендуется производить на предварительно разогретом станке.
В части воздействия климатических факторов внешней среды станки изготавливаются в исполнении УХЛ для категории размещения 4 по ГОСТ 15150. Значение температуры воздуха при эксплуатации +35°. +1°, при среднегодовом значении относительной влажности 60% (при +20°).
Частота тока 50 Гц, напряжение 380 В.
Класс точности станка П по ГОСТ 8-82.
Габариты рабочего пространства токарного станка СА500. Эскиз суппорта

Эскиз суппорта токарно-винторезного станка СА500
Общий вид токарно-винторезного станка СА500

Фото токарно-винторезного станка СА500

Фото токарно-винторезного станка СА500

Фото токарно-винторезного станка СА500
Расположение составных частей токарно-винторезного станка СА500

Расположение составных частей токарно-винторезного станка СА500
Перечень составных частей токарно-винторезного станка СА500
- Бабка шпиндельная
- Электрооборудование
- Ограждение патрона
- Каретка
- Охлаждение
- Ограждение суппорта
- Суппорт
- Бабка задняя
- Станина
- Ограждение ходового винта
- Привод быстрых ходов
- Фартук
- Управление фрикционом
- Установка моторная
- Коробка подач
- Коробка передач (гитара)
Расположение органов управления токарно-винторезным станком СА500

Расположение органов управления токарно-винторезным станком СА500
Перечень органов управления токарно-винторезного станка СА500
- Кнопочная станция включения главного двигателя станка
- Выключатель электронасоса подачи охлаждающей жидкости
- Сигнальная лампа
- Вводной автоматический выключатель
- Рукоятка установки ряда чисел оборота шпинделя (4 фиксированных положения и 3 промежуточных)
- Рукоятка установки числа оборотов шпинделя (6 положений)
- Рукоятка установки нормального или увеличенного шага резьбы и положения при делении многозаходных резьб
- Рукоятка установки правой и левой резьб и реверсирования подач
- Рукоятка установки величин подачи и шага
- Рукоятка установки вида работ: подачи и типа нарезаемой резьбы
- Рукоятка установки величин подачи и шага нарезаемой резьбы и отключения механизма коробки подач при нарезании резьб вручную
- Рукоятка управления фрикционной муфтой (торможение и реверсирование шпинделя)
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Маховик ручного перемещения каретки
- Рукоятка включения и выключения реечной шестерни
- Рукоятка установки дюймовой резьбы (два положения: 11 и 19 ниток на дюйм)
- Болт закрепления каретки на станине
- Рукоятка дублирующая управления фрикционной муфтой (торможение и реверсирование шпинделя)
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Рукоятка зажима пиноли задней бабки
- Рукоятка, управления механическими перемещениями каретки и поперечных салазок суппорта
- Рукоятка ручного перемещения резцовых салазок суппорта
- Выключатель лампы местного освещения
- Рукоятка ручного перемещения поперечных салазок суппорта
- Регулируемое сопло подачи охлаждающей жидкости
- Запирающее устройство вводного автоматического выключателя
- Аварийная кнопка «Стоп»
Схема кинематическая токарно-винторезного станка СА500

Кинематическая схема токарно-винторезного станка СА500
Описание конструкции токарно-винторезного станка СА500
Шпиндельная бабка
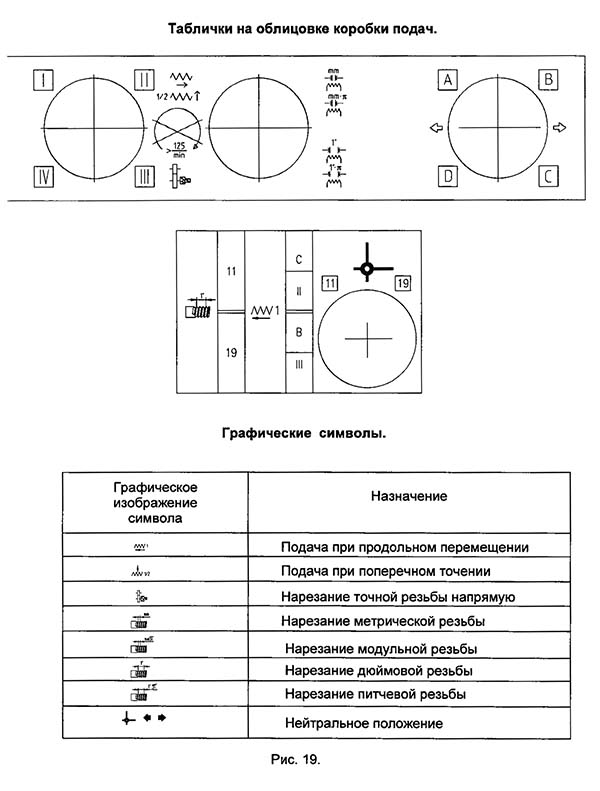
Таблички на коробке подач токарного станка СА500

Таблички на шпиндельной бабке токарного станка СА500

Графические символы токарного станка СА500

Графические символы токарного станка СА500
Графические символы токарного станка СА500

Резьбоуказатель токарного станка СА500
Описание конструкции основных узлов токарного станка са500
Шпиндельная бабка
Шпиндельная бабка (рис.5,6,7,8,9) жестко сбазирована на станине при сборке станка. В случае необходимости регулировки шпиндельной бабки в горизонтальной плоскости необходимо снять облицовку коробки подач, ослабив винты, крепящие переднюю бабку, и специальным регулировочным винтом отрегулировать положение оси шпинделя по пробным проточкам до необходимой точности.
При ослаблении крепления шкива на валу нужно подтянуть болт.
Крутящий момент на шпинделе должен соответствовать данным, приведенным в таблице 8.1. При снижении крутящего момента нужно в первую очередь проверить натяжение ременной передачи главного привода. Реверс шпинделя осуществляется посредством рукоятки 12 (рис. 3, рис. 4).
По требованию заказчика для торможения шпинделя может устанавливаться электромагнитная муфта (рис. 5 1/3). Основное исполнение станка выполняется без электромагнитной муфты.
Электромагнитная муфта срабатывает при нажатии на грибовидную кнопку «Стоп» и на кнопку «Стоп шпинделя» и отключает электродвигатель главного движения или шпиндель независимо от положения рукоятки фрикциона в данное время. При торможении привода главного движения фрикционом от рукоятки электромагнитная муфта в торможении не участвует.
Электромагнитная муфта состоит из корпуса 4 (см рис. 5 1/3) с катушкой 5 и токоподводящим кольцом 6, пакета фрикционных магнитопроводящих дисков 7 и 8, работающих со смазкой, якоря 9 и общей втулки 11. Между корпусом 4 и втулкой 11 имеется магнитоизолирующий кольцевой зазор 2. Втулка и корпус соединяются торцовым немагнитным сварочным швом 3, вблизи которого имеются радиальные отверстия 1 для подачи смазки. Внутренние диски 8 расположены на эвольвентных шлицах втулки 11, наружные диски 7 имеют позы для зацепления с поводком. При включении катушки рабочий магнитный поток замыкается по контуру «Ф», якорь и пакет дисков притягиваются к полюсам корпуса 4, и между сжатыми дисками возникает фрикционное сцепление. Момент передается по цепи: втулка- внутренние диски- наружные диски- поводок. Расцепление фрикционного пакета при отключении муфты обеспечивается упругими наружными дисками с жесткой «волной» специальной формы. При этом якорь отходит вправо до упора в бронзовое кольцо 10. Ток подводится с помощью унифицированного щеткодержателя.
Шпиндельная бабка имеет также фрикционную муфту (рис. 5).
В случае, когда фрикционная муфта работает не полностью замкнутой, необходимо произвести регулировку цепи ее управления в следующем порядке (регулировку производить только при отключенном электропитании станка):
- снять крышку и снять маслораспределительный лоток 163 (рис. 7);
- установить рукоятку 12 (рис. 3) в нейтральное положение;
- отвернуть гайки фрикциона;
- винт блокировки защитного ограждения патрона вывести из зацепления путем ослабления контргайки и отворачивания винта;
- установить рейку и сектор относительно друг друга по нулевым отметкам, нанесенным на них;
- установить муфту симметрично относительно коромысла;
- проверить ход муфты при правом и левом включении рукоятки 12 (величина перемещения муфты должна быть в обе стороны не менее 16 мм);
- при включенном левом и правом положении рукоятки 12 завернуть гайки до полного сцепления дисков левого и правого фрикциона;
- при включенном правом положении фрикциона закрыть кожух патрона и вращением винта блокировки опустить блокировочный штырь до соприкосновения с валом-рейкой 170 (рис.7);
- поставить маслораспределительный лоток и закрыть крышку.
Задняя бабка
Задняя бабка (рис. 14, 15) представляет собой корпус 2 (рис. 14), в расточке которого смонтирована подвижная пиноль 3. Перемещение пиноли 3, в конусное отверстие которой помещается центр, осуществляется маховиком 12 через винт 5 и гайку 6. Рукояткой 19 осуществляется прижим задней бабки к станине станка. Если рукоятка 19, отведенная в крайнее заднее положение, не обеспечивает достаточного прижима задней бабки к станине, то нужно регулировочными винтами 33 и 26 при отпущенных контргайках 34 и 27, изменяя положение прижимной плиты 31, установить необходимое усилие прижима.
Установку оси пиноли 3 соосно со шпинделем станка в горизонтальной плоскости осуществляют винтами 41 (рис. 15).
Коробка подач
Входной вал коробки подач (рис. 16, 17,18, 19) станка связан с коробкой передач, через которую осуществляется связь механизма коробки подач со шпинделем для получения подач.
Коробка подач позволяет нарезать резьбы 11 и 19 ниток на 1″ без замены сменных зубчатых колес в коробке передач токарно-винторезных станков. Для нарезания резьб повышенной точности в коробке подач предусмотрено положение рукоятки 66 (рис. 18), при котором ходовой винт включается напрямую, минуя механизм коробки подач. Для исключения холостого вращения механизма коробки подач рукоятку 64 (рис. 18) устанавливают в нейтральное положение, отмеченное стрелкой. В этом случае выбор величин шага производится настройкой гитары сменных зубчатых колес коробки передач. Рукоятка 75 (рис. 18) выводится из нейтрального положения только в случае нарезания резьб 11 и 19 ниток на 1″. Нарезание дюймовых резьб 11 и 19 ниток на 1″ производится в положении рукояток 68, 66 и 64 в положениях: II, С, «подача» или: III, В, «подача» (рис. 18), а рукоятка 75 в положении 11 и 19 соответственно.
Фартук
Фартук (рис. 20, 21, 22, 23, 24) служит для передачи кинематического движения от коробки подач к механизмам суппорта станка.
Регулирование усилия, развиваемого механизмом подач, производится поворотом гайки 177, расположенной с левой стороны фартука (рис. 21). Величина усилия не должна превышать 10кН. Для того чтобы включить фартук, необходимо поднять защелку 178, освободив стакан. Пружина возвратит червяк в исходное положение.
Маточная гайка, установленная на кронштейне 116 (рис. 24), отрегулирована на заводе — изготовителе.
Каретка
На каретке (рис. 25, 26) установлена линейка с ценой деления 10 мм на диаметр изделия, по которой осуществляется контроль величины перемещения поперечных салазок при помощи закрепленного на них визира.
Представленная на рис. 26 схема расположения заглушек, пробок и прокладок в каретке служит для их правильной установки при ремонте станка.
Суппорт
Суппорт (рис. 27) служит для закрепления режущего инструмента и сообщения ему движений подачи.
Суппорт имеет механизм автоматической подачи верхних салазок. С помощью этого устройства можно обрабатывать конические поверхности под любым углом уклона при автоматической подаче верхних салазок.
Величина подачи резцовых салазок равна 1/4 величины продольной подачи суппорта, т.е. минимальная величина подачи равна 0,0125 мм/об. Таким образом можно осуществлять тонкое точение, а также обрабатывать детали из закаленной стали и труднообрабатываемых материалов.
Включение механического перемещения резцовых салазок осуществляется вытягиванием на себя кнопки 42 (рис. 25).
Для удобства определения величины перемещения резцовых и поперечных салазок при обработке деталей суппорт снабжен масштабными линейками. На резцовых салазках установлена линейка с ценой деления 1 мм. Отсчет производится по визиру, укрепленному на поворотной части суппорта (рис. 27).
Линейка конусная
Линейка конусная (рис. 28, 29) (по заказу) предназначена для точения пологих конусов и нарезания конических резьб.
Наибольшая длина точения конуса 410мм. Наибольший угол обрабатываемого конуса при вершине 10°. На задней части каретки станка установлен кронштейн, имеющий направляющие в виде ласточкиного хвоста, в которых установлена линейка.
Линейка через штангу и кронштейн жестко соединена со станиной станка в продольном направлении и при обработке конусной поверхности неподвижна.
При настройке на заданный диаметр обработки нижнюю часть суппорта перемещают в поперечном направлении. Линейка, задающая угол обрабатываемого конуса, имеет поворотную ось, которая устанавливается под требуемым углом посредством рукоятки при ослабленных болтах. Обойма с помощью клина соединена с линейкой. Через кронштейн обойма жестко связана с кареткой.
При обработке конусной поверхности, во время движения каретки вдоль станины, кронштейн перемещается вместе с ней; линейка неподвижна.
Линейка устанавливается под требуемым углом конуса. Обойма перемещается совместно с кронштейном вдоль линейки, задавая траекторию движения режущей кромке резца.
Установка моторная
При уменьшении крутящего момента на шпинделе в первую очередь следует проверить натяжение ремней главного привода. Если натяжение недостаточно, то, ослабив винты 4 (рис. 30), плавным вращением гаек 5 по часовой стрелке, опустить вниз подмоторную плиту 3 для обеспечения требуемого натяжения ремней. После этого винты 4 завернуть до отказа. Проверка натяжения ременной передачи главного привода производится оттягиванием ремня с усилием 90 Н, приложенным к середине ремня, при этом прогиб ремня должен составлять 12 мм.
Коробка передач (сменные зубчатые колеса — гитара)
Коробка передач (сменные зубчатые колеса) служит для передачи кинематического движения от выходного вала (ось I) шпиндельной бабки на выходной вал (ось II) коробки подач с помощью установки комбинаций сменных зубчатых колес в соответствии с таблицей ( рис. 46 и 50-2/2). Пояснения к таблице даны в табл. 5.2.
Сменные зубчатые колеса К и N монтируются на шлицевых валах и закрепляются болтами 5 и 10 через шайбы 4 и 11. Промежуточные сменные колеса L и М устанавливаются на шлицевой втулке 6 оси 9, закрепляемой при помощи ключа в требуемом месте паза кронштейна 12, который фиксируется гайкой 2. При закреплении кронштейна 12 и оси 9 необходимо сменные зубчатые колеса устанавливать с минимальным радиальным зазором.
На торцах сменных зубчатых колес К, L, М, N нанесены число зубьев Z и модуль m. Нельзя забывать о регулярной смазке сменных зубчатых колес и втулки 6, которая смазывается через колпачковую масленку 8.
Станина, рейки, ходовой винт, ходовой вал
При чистке ходового винта 2 и ходового вала 3 необходимо снять щитки 1 и 5, для чего необходимо ослабить винт 7 и вынуть щитки со стороны заднего кронштейна.
При РМЦ = 1000 мм и РМЦ = 1500 мм станок устанавливается на две тумбы, при РМЦ = 2000 мм — на две тумбы и среднюю опору, при РМЦ = 3000 мм на три тумбы (поз. 8), при этом будет два корыта (поддона).
Резьбоуказатель (рис. 36) (по заказу)
При нарезании резьбы, некратной шагу ходового винта, на токарно-винторезных станках возврат суппорта в исходное положение для повторения прохода обычно осуществляется за счет реверса шпинделя и ходового винта с замкнутой маточной гайкой. Это необходимо для того, чтобы резец вновь попал в нитку нарезаемой резьбы, шаг которой не кратен шагу ходового винта. При этом на возврат суппорта в исходное положение уходит много времени.
С целью сокращения времени холостого хода применяется резьбоуказатель, который позволяет в конце прохода разомкнуть маточную гайку и возвратить суппорт в исходное положение на ускоренном ходу.
Резьбоуказатель состоит из вертикального корпуса, в котором расположен валик, на нижнем конце которого укреплено косозубое колесо. Это колесо при нарезании резьбы постоянно находится в зацеплении с ходовым винтом и вращается от него. От косозубого колеса вращательное движение передается к указательным дискам с метками. На корпусе резьбоуказателя против каждого диска имеется риска, при помощи которой определяют момент включения маточной гайки. На корпусе против каждого диска нанесены шаги нарезаемых резьб.
Первый проход делают после совмещения метки на указательном диске с неподвижной риской на корпусе. При этом, определив в зависимости от шага нарезаемой резьбы с каким указательным диском работают (см. рис. 36), совмещают метку с риской и поворотом резьбоуказателя вводят косозубое колесо в зацепление с винтом. Затяжкой гайки фиксируют зацепление резьбоуказателя с винтом. После этого замыкают маточную гайку на винт. После прохода гайку выключают в любой точке, не останавливая вращения детали, и ускоренным ходом отводят каретку в исходное положение.
Повторное включение маточной гайки осуществляют в тот момент, когда метка диска совместится с неподвижной риской.
Эти операции повторяются до полного нарезания резьбы.
Система смазки шпиндельной бабки и коробки подач
В станке применена автоматическая система смазки шпиндельной бабки. Масло заливается в резервуар через фильтр заливной 6 (рис. 40). Насос 7 всасывает масло из резервуара и подает его через фильтр 9 к подшипникам, контрольному глазку, валам и зубчатым колесам шпиндельной бабки и коробки подач.
В процессе работы необходимо следить за состоянием фильтров 6 и 9 и по мере засорения производить промывку их элементов в керосине не реже 1 раза в месяц.
Из шпиндельной бабки и коробки подач масло через сетчатый фильтр 6 сливается в резервуар.
Ежедневно перед началом работы следует проверять уровень масла по риске маслоуказателя 1 на резервуаре и при необходимости доливать его.
Внимание! При невращающемся маслоуказателе 1 (рис. 40) на шпиндельной бабке работа на станке недопустима.
Внимание! Фильтры б и 9 (рис. 40) необходимо обязательно чистить перед и после каждой смены масла.
Фильтр 9 вынуть из резервуара, отвернуть гайку, расположенную в нижней части, и снять фильтрующие сетчатые элементы в пластмассовой оправе. Каждый элемент промыть в керосине. Нельзя продувать фильтрующие элементы сжатым воздухом.
Для очистки заливного фильтра 6 его нужно вынуть из резервуара, снять крышку, вынуть магнитный вкладыш и промыть в керосине все поверхности.
Смазка каретки и механизма фартука
Смазка механизма фартука автоматическая, осуществляется от индивидуального плунжерного насоса 8, встроенного внутри фартука. Масло от насоса по трубопроводу попадает в колодец, находящийся в верхней части корпуса фартука. Перетекая через край колодца масло разбрызгивается вращающимися зубчатыми колесами в процессе работы станка и смазывает механизм фартука. Через два канала в колодце масло поступает к втулкам ходового винта и ходового вала.
Смазка каретки осуществляется от того же насоса. Для смазки каретки нужно нижнюю часть суппорта установить относительно каретки как указано в таблице, расположенной в левой части каретки (торец нижней части суппорта должен находиться на расстоянии 91 мм от передней плоскости каретки). При включенном приводе быстрых ходов нажать на золотник, канал маслопривода на фартуке соединится с каналом на каретке и масло поступает к направляющим каретки, а также к гайке поперечного винта. Золотник держать в нажатом состоянии до появления смазки на направляющих каретки (около одной минуты).
Перед работой необходимо через заливное отверстие залить 1 литр масла ИнСП-40. Масло заливается в корпус через отверстие 4, закрываемое цилиндрической крышкой. Перед заливкой масла необходимо повернуть крышку по стрелке до совпадения отверстия в крышке с заливным отверстием. Сливается масло через отверстие 3. Уровень масла контролируется по маслоуказателю 1, размещенному на лицевой стороне фартука.
Порядок работы
В данном разделе приведены указания о способах установки скоростей резания, подач, о наладке для получения различных видов резьб и т.д.
Механизм главного движения
Установка числа оборотов шпинделя осуществляется двумя рукоятками 5 и 6 (рис.3) по таблице (см. рис. 46), помещенной на шпиндельной бабке. В правой верхней части таблицы даны ряды чисел оборотов шпинделя в минуту при прямом вращении и указаны положения рукояток для установки требуемого числа оборотов.
Рукояткой 5 устанавливается один из четырех рядов чисел оборотов шпинделя в соответствии с обозначением положения рукоятки, нанесенным на таблице.
Рукояткой 6, на ступице которой нанесены цифры от 1 до 6, устанавливается требуемое число оборотов из выбранного ряда. Для этого цифру, обозначающую требуемое число оборотов на таблице, нужно совместить с вертикальной стрелкой, изображенной над рукояткой.
Установка величины подач осуществляется рукоятками 9, 10 и 11 (рис. 3) в соответствии со значениями, указанными в средней верхней части таблицы (рис. 46).
Указанные в таблице величины подач могут быть получены при установке сменных зубчатых колес:
t = K/L х L/N = 45/86 х 86/72
В таблице (рис. 46) даны значения величин продольных подач. Величина поперечной подачи составляет 1/2 продольной.
Для установки величин подач, равных удвоенным табличным значениям, можно воспользоваться указаниями раздела 8.2.
Инструкция по нарезанию резьб
При отправке с завода на станке устанавливаются сменные зубчатые колеса с числом зубьев Z=45, Z=86, Z=72 и зубчатое колесо с Z=73, выполняющее в данной комбинации функцию проставка.
Зубчатое колесо с числом зубьев Z=75 приложено к комплекту сменных зубчатых колес.
Комбинация сменных зубчатых колес K/L x L/N = 45/86 х 86/72 обеспечивает нарезание метрической и дюймовой резьб с шагами, величины которых указаны в нижней части таблицы (рис. 46).
Для этого рукояткой 10 (рис. 3) надо установить необходимый тип нарезаемой резьбы, а рукоятками 9 и 11 выбрать требуемый шаг.
Установив на станке комбинацию сменных зубчатых колес K/L x M/N =75/73 х 86/45, можно нарезать модульную и питчевую резьбы, величины шагов которых устанавливаются рукоятками 9 и 11 по таблице (рис. 46). При этом рукоятку 10 следует переключить на соответствующий тип резьбы.
Установкой сменных зубчатых колес комбинации 2t = K/L x L/N = 60/90 х 90/48, поставляемых по отдельному заказу, создается возможность нарезания метрической и дюймовой резьб с шагами, равными удвоенным величинам, указанным в таблице (рис. 46).
Примечание. При помощи этих комбинаций сменных зубчатых колес, аналогично описанному, можно получать величины подач, равные удвоенным табличным значениям.
При помощи комплекта сменных зубчатых колес, поставляемых по особому заказу, и основного набора на станке через механизм коробки подач можно нарезать целый ряд резьб, шаги t которых приведены в левой части таблицы (рис. 46). Настройка станка для нарезания этих резьб осуществляется с помощью сменных зубчатых колес, указанных в левой верхней части таблицы.
Эти зубчатые колеса, указанные в левой верхней части таблицы, отсутствуют в основном наборе, но поставляются по особому заказу.
Так же, как и в описанных выше случаях, рукояткой 10 устанавливается тип резьбы. Затем, в зависимости от выбранного шага t, соответствующими рукоятками устанавливается табличное значение подачи.
Пример нарезания питчевой резьбы
Для нарезания питчевой резьбы с шагом 11 питчей рукоятку 10 нужно поставить в положение, соответствующее нарезанию этой резьбы, рукоятку 11 — в положение «D» и рукоятку 9 в положение «III», что соответствует шагу 6 питчей по таблице.
На станке следует установить комбинацию сменных зубчатых колес K/L x M/N = 60/66 х 86/73.
Пример формулы подбора сменных зубчатых колес не приведенных в таблице (рис. 46)
Формулы подбора сменных зубчатых колес для нарезания через механизм коробки подач резьб, не приведенных в таблице (рис. 46).
При необходимости нарезания метрической резьбы с шагом t=18 мм нужно воспользоваться следующей формулой (1).
По таблице (рис. 46) в ряду метрических резьб находим значение шага резьбы, ближайшее к нарезаемому. Таковыми являются t=16 и t=20. В нашем случае выберем, например, шаг t=20 и подставим в формулу для нахождения числа зубьев Z шестерен, которые необходимо изготовить для нарезания этой резьбы:
t нарез. = 18; t табл. = 20;
K/L х М/N = 5/8 х t нарез./t табл. = 5/8×18/20 = 5/8 х 9/10 = 5×9/8x9x9x9/10×9 = 45/72 х 81/90 = 45/90×81/72 (1)
При вычислении чисел сменных зубчатых колес, требуемых для нарезания резьбы, шаг которой отсутствует в таблице, следует подбирать также коэффициенты, которые позволили бы максимально использовать зубчатые колеса, поставляемые со станком. Так, в выкладках (1) целесообразно принять коэффициент, равный 9, дающий возможность использовать сменные зубчатые колеса основного набора с числом зубьев Z=45 и Z=72, а в качестве промежуточного взято зубчатое колесо основного набора с числом зубьев Z = 90.
Метрическая резьба
К/L х М/N = 5/8 х t нарез./t табл.
- t нарез. — шаг нарезаемой резьбы, мм
- t табл. — табличное значение шага, ближайшее к нарезаемому
Дюймовая резьба
K/LxM/N = 5/8xh табл./ h нарез
- h нарез. — число ниток на 1 дюйм нарезаемой резьбы
- h табл. — табличное значение резьбы, ближайшее к h нарез
Модульная резьба
К/L х М/N =75/73 х 86/45 х m нарез./m табл.
- m нарез. — модуль нарезаемой резьбы;
- m табл. — табличное значение резьбы, ближайшее к m нарез.
Питчевая резьба
K/L х M/N = 75/73 х 86/45 х Р табл./Р нарез.
- Р табл.- табличное значение шага резьбы, ближайшее к нарезаемому
- Р нарез.- шаг нарезаемой резьбы, питч.
После вычислений по чертежам (см. рис. 51, 52) следует проверить возможность сцепления шестерен найденных комбинаций. При этом надо помнить, что число зубьев у зубчатого колеса К, устанавливаемого на оси I, не должно превышать 88 при т=2, а у зубчатого колеса N, устанавливаемого на оси II — 73 при том же модуле.
Нарезание резьб повышенной точности
Нарезание резьб повышенной точности при непосредственном соединении ходового винта со шпинделем через сменные зубчатые колеса с отключением механизма коробки подач.
Рукояткой 10 установить соответствующий вид резьбы, а рукоятку 11 поставить в нейтральное положение, обозначенное стрелкой (для исключения холостого вращения механизма коробки подач).
Подбор сменных зубчатых колес для нарезания определенного шага резьбы повышенной точности производится по формуле:
К / L х М / N = t/8
Для нарезания этих резьб при помощи комплекта сменных зубчатых колес, поставляемых заводом по особому заказу, следует воспользоваться данными, приведенными в левой верхней части таблицы (рис. 46).
Нарезание многозаходных резьб
Нарезание многозаходных резьб производится следующим образом:
- Рукоятка 12 (рис. 3) должна находиться в среднем положении;
- Рукояткой 19 включить гайку ходового винта;
- Рукоятками 5 и 6 по таблице рис. 46, помещенной на шпиндельной бабке, установить требуемое число оборотов шпинделя, а рукоятками 9 и 11 — необходимое значение шага нарезаемой резьбы;
- Проворачивая вручную кожух 33 (рис. 5), совместить нанесенные на нем указатель-стрелку с одной из рисок делительного кольца 30 шпинделя, обозначенного каким-либо числом;
- При нарезании резьб метрических и модульных с шагами в пределах от 0,5 до 7, дюймовых и питчевых от 56 до 4 расцепление шпинделя с кинематической цепью станка для деления на число заходов производить посредством установки рукоятки 7 (рис.3) в положение, отмеченное специальным символом, обозначающим отключение шпинделя. Для остальных шагов резьб расцепление осуществлять поворотом рукоятки 5 из фиксированного в ближайшее промежуточное положение, отмеченное аналогичным символом;
- Деление на число заходов производить путем поворота вручную шпинделя на число рисок, соответствующее числу заходов нарезаемой резьбы (при двух заходах -на 30 рисок, при трех — на 20, при четырех — на 15 и т.д.);
- Рукоятки 5 и 7 установить в исходное положение;
- Прорезать нитку резьбы;
- При последующем делении операции, изложенные в пунктах 5. 8, повторить.
Механизм главного движения
Установка числа оборотов шпинделя осуществляется двумя рукоятками 4, 4* и 5 (рис. 4) по таблице (см. рис. 50-1/2), помещенной на шпиндельной бабке. В правой таблице (см. рис. 50-1/2) даны ряды чисел оборотов шпинделя в минуту при прямом вращении и указаны положения рукояток для установки требуемого числа оборотов.
Рукоятками 4 и 4* устанавливается один из четырех рядов чисел оборотов шпинделя в соответствии с обозначением положения рукоятки, нанесенным на таблице.
Рукояткой 5, на ступице которой нанесены цифры от 1 до 6, устанавливается требуемое число оборотов из выбранного ряда. Для этого цифру, обозначающую требуемое число оборотов на таблице, нужно совместить с вертикальной стрелкой, изображенной над рукояткой.
ВНИМАНИЕ! При нарезании многозаходных резьб рукоятку 4 поставить в нейтральное положение, отмеченное знаком «N».
Установка величины подач осуществляется рукоятками 9, 10 и 11 (рис. 4) в соответствии со значениями, указанными в средней верхней части таблицы (рис. 50-1/2 ).
Указанные в таблице величины подач могут быть получены при установке сменных зубчатых колес
t = K/L х L/N = 45/86 х 86/72
В таблице (см. рис. 50-2/2) даны значения величин продольных подач. Величина поперечной подачи составляет 1/2 продольной.
Для установки величин подач, равных удвоенным табличным значениям, можно воспользоваться указаниями раздела 8.11.
Источник